Написать статью я решил после долгих наблюдений за мучениями одной организации с пайкой волной припоя. По-моему, фирма мучается с этой пайкой уже лет десять. А народная мудрость велит нам учиться на чужих ошибках. Вот и попробуем. История замечательной установки для пайки волной припоя со славным именем SOLTEC древняя, интересная, овеянная легендами и, что примечательно, довольно типичная.
В стародавние, доперестроечные времена, каким-то финнам захотелось дешево собирать и паять в нашей стране некие электронные устройства, а потом дорого продавать их на своей исторической родине. Для осуществления такого вполне разумного бизнес-плана на некотором предприятии, в некотором городе бывшего постсоветского пространства были арендованы площади, завезено и установлено оборудование, стоившее многие сотни тысяч долларов (или финляндский марок?). Были привезены техпроцессы, инструмент (коим до сих пор
пользуются работники предприятия на работе и дома), прибыли финны. Показали, научили. И закипела работа. И успешно кипела на благо финского народа года до 1991-го. Когда начался развал Советского Союза, финны оборудование оставили и уехали. В смутные времена оборудование, разумеется, раздолбали и разобрали. Разобрали в том числе и полуавтоматы для сборки изделий с выводным монтажом — те самые, что на большом табло высвечивают компонент, поворачивают карусель с нужным компонентом на соответствующую позицию и лазерной
указкой показывают место на плате, куда его нужно поставить. Соответственно, технология пайки волной припоя была «заточена» под полуавтоматизированную сборку, при которой подготовка выводного компонента заключается в предварительной обрезке выводов (или без обрезки) и загибке их под углом 90° (без формирования так называемого зиг-замка). Поскольку финские стандарты почему-то разрешают устанавливать компоненты прямо на плату (в отличие от наших, предписывающих зазор 1 мм мин.), компоненты просто
вставляются в отверстия и болтаются там до пайки.
Пайка на установке SOLTEC состояла из трех этапов. Сначала зафлюсованная плата, в которой «болтали ножками» установленные компоненты, погружалась в ванну с расплавленным припоем, затем, продолжая двигаться по конвейеру, остывала. Потом она попадала на устройство автоматической обрезки выводов. Погружение в ванну, естественно, не может обеспечить высокое качество пайки, и плата второй раз зафлюсовывается и попадает на ламинарную волну. Вот такая немудрящая технология. Минимум формовки.
А формовочные машины и сами матрицы, которые формуют компоненты, стоят недешево. Набор простейших формовочных машин с ручным приводом и матрицами стоит 15-18 тыс. евро. А ведь это лишь вспомогательное технологическое оборудование, предназначенное только для подготовки компонентов. Установка пайки волной начального уровня стоит 25-30 тыс. евро. Многие, наверное, видели, как обеспечивается этот пресловутый зазор 1 мм на производствах, где нет формовочных машин, — под компонент подкладывается резинка, которая
вынимается после пайки. Вот финнам и прочим иностранным спецам эта проблема неведома. Нет у них такого обязательного требования — 1 мм зазора. Это еще одна маленькая причинно-следственная связь. Нет зазора — нет проблемы. Из этих маленьких, на первый взгляд, причин складывается одно большое следствие — они впереди, а мы, извиняюсь, сзади.
Но пришло время, и все начало возрождаться. Правда, восстановить сборочные полуавтоматы уже не было никакой возможности — остались одни каркасы. Но от установки SOLTEC отломать было нечего, разве что припой на грузила пустить. И пустили — стояла она уже без припоя. А это ни много ни мало 700 кг в ванне пайки волной и 300 кг в ванне пайки погружением. За дело взялись местные «тухнологи» (кто такие «тухнологи» и что такое «тухнологии» см. ТвЕП № 3`2006). О том, чтобы полностью
возродить установку пайки волной не было и речи. О том, что ванна погружения предназначена для уменьшения трудоемкости сборки никто, я подозреваю, не догадывался. Ножи для обрезки ножек заточить не смогли. Да и потом, грузить тонну припоя? Невиданная роскошь. Плюс пресловутый зазор в 1 мм — все равно нужно формовать зиг-замок. И осталась от роскошной технологии одна ламинарная волна. (О том, что предварительный нагрев не обеспечивает нужной температуры и платы предварительно подогревают в термошкафу, и так делают
уже в течение последних десяти лет, вместо того, чтобы отремонтировать нагреватели — я уже упоминал в одной из предыдущих статей.)
К тому же установка грязная вследствие применения 20%-го канифольного флюса на этиловом спирте (канифоль тоже разная бывает). Еще припой какого-то серого и тусклого цвета (может, это еще тот, финский, которым финны лет десять паяли), вязкий и плавится при температуре градусов 240 (нам ли бояться бессвинцовой пайки — мы при таких температурах давно паяем), хотя его регулярно полностью сливают (зачем полностью?), останавливая процесс пайки минимум на неделю, и возят куда-то на регенерацию (волшебное действо!),
после которой ровным счетом ничего не меняется. При демонтаже элементов с таких плат насадка вакуумного паяльника забивается после 10-20 отверстий. Какие-то черные корки шлака плавают в ванне с припоем — говорят, от окисления помогает. В ванну периодически добавляют олово. Почему? Пайка получается соответствующая. В те редкие дни, когда вообще получается. Процент дефектных паек огромен. После пайки дефекты не видны, все заляпано флюсом. Моют в спир-тобензине, допаивают дефекты вручную, затем опять моют. Вот такая
«тухнология». О том, что со спиртобензином пора заканчивать, узнали впервые недавно, от санэпидемстанции, которая периодически закрывает мойку в связи с нечеловеческими условиями труда. Но ведь именно труд сделал обезьяну человеком (по одной из версий происхождения человека). Технологических и экономических причин для отказа от спиртобензино-вой мойки местные «тухнологи» не видят. В общем, мучаются сами и мучают других. Про замену припоя в ванне вообще речи не идет, как будто он вечный.
Еще бы, 700 кг не шутка. Килограмм хорошего припоя стоит $9-12.
Говори только о том, что для тебя кристально ясно.(Талмуд)
Как ни крути, пайка волной припоя была, есть и будет одним из самых производительных и востребованных процессов сборки электронных изделий на ПП (печатных платах), особенно на постсоветском пространстве. Причин тому несколько. Первая — недоверие конструкторов к компонентам поверхностного монтажа, особенно это касается всевозможных разъемов и межплатных соединителей. Во вновь разрабатываемых изделиях монтаж на поверхность начинают применять только тогда, когда на ПП не хватает места, в то время как главным
достоинством монтажа на поверхность является снижение трудоемкости, повышение качества и надежности, простота автоматизации процесса при последующей сборке и пайке, меньшая цена компонентов поверхностного монтажа. И, как следствие — существенное снижение себестоимости.
На практике, обычно бывает так: конструктор долго колдует, потом приносит, по его мнению, чертеж совершенно гениального изделия, которое абсолютно нетехнологично. Ведь не всякий конструктор понимает, что если изделие нетехнологично, то каким бы оно гениальным ни было, оно никому не нужно. 90% хорошего или плохого в изделии закладывается при его конструировании. Красивой конструкторской мысли необходимо красивое конструктивно-технологическое решение. Вторая причина — пресловутая применяемость, нежелание увеличивать
номенклатуру используемых комплектующих изделий. Третья — отечественные производители комплектующих изделий не торопятся переходить на выпуск изделий в корпусах, предназначенных для монтажа на поверхность ПП. Четвертая — оборудование для пайки волной осталось от прежних времен, срок службы его огромен, и с этим приходится считаться.
Так давайте, наконец, разберемся, что же нужно, чтобы процесс пайки волной припоя был легкой и стабильной операцией?
Как известно, успешно паять можно практически любым припоем, находящимся в жидкой фазе и близким к соотношению Sn60Pb40. Существует немало таблиц режимов и рекомендаций по исправлению тех или иных дефектов при пайке волной припоя. Но в конкретных условиях они могут абсолютно не работать или приводить к совершенно противоположным результатам. Это как ремонтировать автомобиль по инструкции, не зная процессов, которые в нем происходят, и его устройства. Если не заводится двигатель — проверьте, крутит ли его стартер,
если стартер крутит — подается ли бензин, если бензин подается — есть ли искра, и так далее.
Обратим внимание на главные составляющие техпроцесса:
1. Оборудование.
2. Припой и вспомогательные материалы (антиоксиданты и восстановители).
3. Флюсы.
Оборудование
Паять можно на любом оборудовании (речь, естественно, идет об установках для пайки волной припоя). Конечно, хорошо, если оно новое. Хорошо бы иметь возможность паять в среде инертного газа, иметь самоадаптирующийся пальчиковый конвейер. Отлично, если есть устройство распыления флюса. Замечательно, когда в наличии устройство для поддержания постоянной плотности флюса. Чудесно, если преднагрев плат — конвекционный. Не забыть бы еще о возможности считывания штрихкода с плат. Это все прекрасные вещи. Но, что еще
важнее, — дорогие. И без них можно обойтись. В современных условиях при пайке электронных изделий с компонентами поверхностного монтажа необходимо использовать установки пайки с двойной волной припоя. В таких установках первая волна турбулентная (чип-волна), высокая, но короткая, ее давление подбирают таким образом, чтобы не допустить смывания компонентов, затекания на верхнюю сторону платы и обеспечить смачивание всех выводов. Вторая волна ламинарная (лямбда-волна), спокойная и длинная, удаляет избытки припоя
и завершает образование галтелей.
Подготовка оборудования
Подготовка оборудования подробно описана в любом руководстве пользователя. Остановимся на основных моментах.
Прежде всего, необходимо выставить горизонтально саму установку, то есть ее раму, станину. Потом следует отрегулировать угол наклона конвейера (7°) и его горизонтальность в поперечной плоскости. Затем регулируем установку ванны. Первая регулировка — ванна выставляется горизонтально. Вторая регулировка — ориентируясь по лямбда-волне, ванну выставляют так, чтобы лямбда-волна была строго перпендикулярна конвейеру и находилась под ним точно посередине. Далее регулируем сопла волны припоя, чтобы расстояние
от платы до передней стенки сопла составляло 3-8 мм (в зависимости от высоты компонентов, которые будут устанавливаться на ПП со стороны пайки) и сопла были горизонтальны. Загружаем ванну припоем. Это нужно делать как можно плотнее, прижимая слитки или прутки к стенкам ванны. Чаще всего припой продается в прутках прямоугольного сечения по 1 кг. Процедуру повторной загрузки ванны следует повторять как можно реже (по возможности, естественно), так как при загрузке прутками или слитками теплопередача от стенок к
припою неравномерна и ванна локально перегревается, что в лучшем случае приводит к выходу из строя нагревателя, а в худшем — к растрескиванию ванны. В любом случае, после загрузки требуется прогреть ее при температуре 220 °С (это минимальная температура ванны припоя по показаниям термодатчика установки), перед тем как довести припой до 250 °С по показаниям термодатчика установки (обычная рекомендуемая температура припоя в ванне). В действительности температура припоя в зоне пайки будет на 20-30 °С
ниже, чем показывают датчики в ванне. По мере расплавления припоя добавляем прутки
и доводим уровень припоя в ванне до рекомендованного производителем. После полного расплавления припоя и достижения им рабочей температуры нужно проверить все регулировки, кроме угла наклона конвейера. При необходимости подрегулировать.
Теперь регулируем перетекание припоя через стенки волновых каналов. Для этого лучше всего использовать стеклянную котировочную пластину.
Настройка высоты ламинарной волны (лямбда-волны)
1. Запустите ламинарную волну. Регулируйте высоту волны (на пульте управления) до тех пор, пока не начнется перетекание припоя с передней стенки ламинарной волны.
2. Пропустите паллету со стеклянной котировочной пластиной или ПП. Длина волны под стеклянной юстировочной пластиной должна составлять примерно 25 мм (в зависимости от рекомендаций производителя).
3. Отрегулируйте заднюю стенку ламинарной волны таким образом, чтобы припой начинал перетекать через нее при заходе ПП на ламинарную волну. При этом окислы, образующиеся на зеркале припоя, будут сталкиваться с волны в ванну. Настройка высоты турбулентной волны (чип-волны)
1. Запустите турбулентную волну. Регулируйте высоту волны (на пульте управления) до тех пор, пока не начнется равномерное перетекание припоя с передней и с задней стенки турбулентной волны.
2. Пропустите паллету со стеклянной юстировочной пластиной или ПП. Длина волны под ПП должна составлять примерно 10-15 мм (в зависимости от рекомендаций производителя).
При регулировках необходимо учесть, что одна и та же высота волн достигается при разной скорости вращения насосов, когда работает одна волна или обе сразу. Поэтому, после регулировки каждой волны в отдельности, их надо отрегулировать при одновременной работе. Последняя регулировка заключается в подборе скоростей вращения насосов для достижения рекомендуемых длин волны под ПП при их одновременной работе.
Теперь наша установка готова к работе. Коротко остановимся на некоторых моментах.
В общем виде техпроцесс пайки волной припоя можно разбить на следующие операции:
флюсование, удаление избытка флюса;
предварительный нагрев;
пайка.
Флюсование
Подробнее о флюсовании будет рассказано далее, в разделе «Флюсы».
Предварительный нагрев
Предварительный нагрев необходим для:
подогрева печатной платы с электронными компонентами с целью уменьшения термоудара;
удаления растворителя из флюса;
активации флюса.
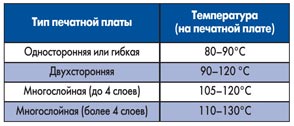
Выбор температуры предварительного нагрева зависит от конструкции печатных плат, а также от температуры испарения растворителя. Для флюсов на спиртовой основе общепринятыми являются режимы, приведенные в таблице 1.
При использовании флюсов на водной основе необходимо увеличить температуру предварительного нагрева до 130-140 °С (на печатной плате) для полного испарения воды (главное не переусердствовать и учесть температуру, которую выдерживают установленные на плату компоненты). При работе с многослойными печатными платами особенное внимание следует уделить тщательному подогреву, который должен обеспечить качество пайки сквозных металлизированных
отверстий. Изменение температуры на стадии предварительного нагрева должно осуществляться со скоростью не более 2 °С/с. В случае недостаточного прогрева и неполного удаления растворителя флюса при пайке происходит выделение газов в волну припоя, это ухудшает смачивание и может приводить к непропаям выводов компонентов.
Пайка
Температура в зоне пайки может устанавливаться в пределах от 235 до 260 °С. Низкая температура пайки позволяет уменьшить термоудар на электронные компоненты и печатную плату, окисление припоя, но вследствие увеличения поверхностного натяжения способна приводить к появлению непропаев, перемычек, шипов припоя. Высокая температура пайки, как правило, устанавливается при пайке многослойных печатных плат или при увеличении скорости конвейера с целью повышения производительности.
Ориентировочные значения для глубины погружения печатной платы в волну припоя приведены в таблице 2.

Параметры конвейера. Угол наклона конвейера рекомендуется устанавливать в пределах 5-9°. Оптимальный угол наклона, обеспечивающий стекание избытка припоя и препятствующий образованию перемычек и сосулек припоя, составляет 7°.
Скорость конвейера выставляется с учетом конструкции платы, ритма работы всей производственной линии, температуры предварительного нагрева и времени контакта печатной платы с волной припоя. В общем случае для обеспечения хорошего качества пайки рекомендуется выставлять скорость в пределах 0,7-1,3 м/мин. При более высокой скорости конвейера уменьшается время контакта платы с припоем, перегрев платы и компонентов, производительность установки, но могут появиться непропаи, перемычки, шипы.
Время пайки зависит от скорости конвейера и длины волны под печатной платой. Для обеспечения хорошего качества паяных соединений необходимо обеспечить суммарное время пайки в пределах от 2,5 до 4 с. Время контакта с припоем также зависит от температуры пайки. Например, при температуре 250 °С обычно достаточно 2,5 с, а при 235 °С время пайки следует увеличить до 3,5 с.
Настройки конвейера, флюсователя и модуля преднагрева зависят от типа ПП, типа установленных на ПП компонентов, состояния припоя и флюса. В каждом случае пайки электронного модуля требуется индивидуальный подбор.
Теперь остановимся на организационно-технических моментах, которые представляются наиболее важными в техпроцессе пайки волной припоя:
1. Если на установке пайки есть две волны и используются флюсы, не требующие отмывки после пайки (большинство современных флюсов такого рода дезактивируется только при прохождении двух волн), приучите персонал паять двумя волнами. При первых пайках на новой установке ПП с элементами поверхностного монтажа, размещенными со стороны пайки, персонал напрочь отказался в мое отсутствие паять сначала турбулентной, а затем ламинарной волной. Аргументировались эти действия таким образом: одной ламинарной получается
сносно (естественно, не паялись корпуса SOT 23, которые вообще на ламинарной волне паяются из рук вон плохо, а здесь еще, как на грех, площадки под компоненты на ПП были спроектированы неправильно), а на двух волнах получается гораздо хуже. Когда мне сообщили эту новость, ярости моей не было предела — зачем покупали двойную волну, зачем вообще изобретали эту турбулентную волну, если от нее нет никакого толку? При «разборе полетов» причина оказалась проста — неправильный подбор режимов. Подобрать режимы
пайки при использовании двух волн сложнее, но результаты получаются значительно лучше. В этих проблемах разберется технолог и получит результат.
2. При пайке двойной волной необходимо использовать специально предназначенный для этой цели флюс (большинство современных флюсов).
3. Следите за температурой преднагрева. Она должна быть достаточной для того, чтобы испарился растворитель из флюса и ПП пришла на волну сухая. Температура платы после преднагрева, при заходе на волну, должна быть максимально возможной, исходя из установленных на ПП компонентов, материала ПП и используемого флюса. Чем выше температура ПП, тем меньше термоудар на волне и выше температура в зоне пайки и, соответственно, — ниже температура припоя в ванне (а это уменьшение окисления и выгорания припоя).
4. Внимательно следите за уровнем припоя в ванне. Настроил я как-то процесс пайки волной и уехал. Через месяц — звонят. Не идет процесс. Паяем строго по вашим рекомендациям, а процесс не идет. Приехал. Правда, все режимы в порядке. Что изменилось? Состав припоя? За месяц — не может быть, если только что-нибудь не добавить в ванну. Диверсантов, вроде, нет. Выключили насосы. Открываем руководство пользователя, читаем: «Уровень припоя в ванне 1,27 см от края ванны». В действительности, на глазок,
сантиметра 4, это килограмм 25 припоя (при полной загрузке 200 кг). Насосы работают на пределе, высоты турбулентной волны не хватает, а ламинарная волна превращается в турбулентную. Загрузили припой. Процесс снова пошел.
5. Вовремя и в полном объеме производите все предписанные инструкцией по эксплуатации установки пайки волной припоя работы по техническому обслуживанию.
Припой
Хороший припой для пайки волной (конкретные марки не называю во избежание бесплатной рекламы) стоит дорого — $9-12 за кг. Но он того стоит. Несколько повышенное содержание олова (63%) и очень низкое исходное содержание посторонних примесей делают использование таких припоев приятным и на многие годы избавляют от проблем, связанных с поддержанием его состава в пределах, позволяющих качественно паять. В процессе пайки припой расходуется — остается на ПП, окисляется. Для поддержания уровня припоя в ванну добавляется
свежий, разумеется, тоже хороший припой. На платах размером 220×230 мм со средней плотностью монтажа и основным выводным монтажом уходит 20 г припоя. При пайке в месяц 2000 вышеупомянутых ПП на них останется 40 кг припоя, то есть за пять-шесть месяцев на установке пайки волной припоя начального уровня припой сменится полностью (загрузка ванны составляет 200-250 кг, а спаять такая установка может и 4000-5000 плат за месяц). Таким образом, примеси и окислы, попадающие с печатной платы в незначительных количествах,
частично переходят на паяные соединения, а частично разбавляются добавлением свежего припоя в ванну, по мере его расходования на паяные соединения. Когда же все-таки наконец будет достигнута концентрация примесей, существенно затрудняющая пайку и снижающая ее надежность и качество, желательно сделать химический анализ припоя, выяснить, какой посторонний для припоя элемент системы Менделеева мешает паять и сколько его в припое. Затем слить необходимое количество припоя и заменить его свежим. Чтобы уменьшить количество
примесей в два раза, надо заменить половину припоя. Уменьшить на 30% — соответственно заменить 30% припоя. При этом производство останавливается только на один день. С загрязненным припоем можно поступить двумя способами: утилизировать или отправить на регенерацию (если вы уверены, что тот, кто за это берется, может это сделать). Если анализ и регенерация происходят
в одном и том же месте, гарантии, что все сделают точно, не даст даже страховой полис. Кстати, выполнить полный анализ хотя бы по 3-4 примесям, влияющим на пайку, можно в редких лабораториях на просторах нашей необъятной Родины. В большинстве случаев приходится довольствоваться соотношением олово-свинец, а примеси разбавлять на глазок.
Очень важной составляющей плодотворной и качественной пайки волной с экономным расходованием припоя является применение ан-тиоксидантов и восстановителей припоя. Если упрямо паять без применения этих химических веществ, гора шлака, образующегося при пайке, приводит в ужас. В шлак идет припоя больше, чем на пайку. А применение современных антиоксидантов и восстановителей снижает расход припоя в шлак и окислы минимум раз в 10. Не упоминая конкретных названий препаратов, вкратце опишу способ их применения (тех,
что применял сам). Антиок-сидант представляет собой гранулы сплава Sn60Pb40 со специальными добавками, уменьшающими окисление и образование шлаков в ванне, и используется при высокотемпературных процессах, например при пайке и лужении. Добавляют от 6 до 16 гранул на каждые 10 кг припоя в ванне. Поверхностное натяжение зеркала припоя немного увеличивается, но это существенно не ухудшает результаты пайки. Выпускается по 50 гранул в пластиковой упаковке (250 г). Стоит упаковка около $15.
Восстановитель припоя в ванне представляет собой белый порошок. Шлак собирается в одном месте ванны, посыпается небольшим количеством этого чудодейственного средства и перемешивается, при необходимости восстановитель понемногу добавляют. Восстановленный припой отделяется, и на месте кучи шлака остается небольшое количество темного порошка — оловянно-свинцовой окалины, которая и есть самый вредный продукт пайки. Обращаться с ней нужно чрезвычайно осторожно, не сдувать и не вдыхать. Чистый яд! Восстановитель
продается в упаковке 2,268 кг и стоит $270. Расход составляет приблизительно 9 г на 1 кг припоя, израсходованного на пайку, то есть оставшегося на спаянном электронном модуле.
Флюсы
В современных жестких условиях конкуренции, существующей на рынке производства электронных изделий, большое значение приобретает применение современных расходных материалов для пайки, которые позволяют
значительно снизить затраты, повышая при этом качество пайки и надежность изделия. Производители расходных материалов для пайки из кожи вон лезут, чтобы угодить производителям электроники, но на постсоветском пространстве предпочитают мешать что-то в своих бочонках, используя старые советские рецепты и знания химии, полученные в средней школе и институте. На себестоимости продукции это отражается слабо, но на качество влияет отрицательно. Может быть, кому-то покажется небезынтересной выдержка из руководства
по пайке, которую я составлял года два назад для технологов одного предприятия. Порылся в дебрях компьютерной памяти и нашел совершенно случайно.
Флюсы для машинной пайки. Рекомендации по выбору и применению.
Основные типы флюсов
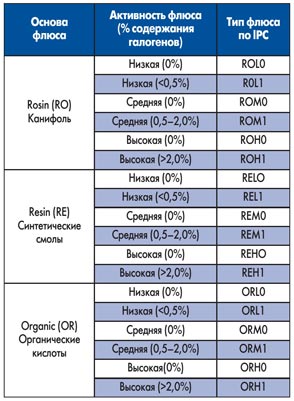
В процессе пайки флюсы обеспечивают растворение оксидов и сульфидов, защиту паяемых поверхностей от повторного окисления, способствуя смачиванию припоем контактных площадок платы и выводов радиоэлементов. Общие требования, классификация и методы испытаний современных жидких флюсов приведены в стандарте IPC/ANSI-J-STD-004 («Требования к флюсам для пайки»). По этому стандарту флюсы делятся на несколько основных типов (таблица 3).
Флюсы, не требующие отмывки (No Clean)
К данному классу относятся флюсы с низким содержанием твердых веществ, имеющих содержание твердой составляющей не более 5%. Флюсы с низким содержанием твердых веществ могут иметь разную основу: канифольную (RO), синтетические смолы (RE) или органическую (OR).
Отсутствие галогенов и минимальное содержание твердых веществ во флюсе позволяют после пайки получить практически невидимые остатки, отсутствие коррозионно-активных компонентов, высокое поверхностное сопротивление. Поэтому ряд флюсов данного класса
позволяют применять влагозащитные покрытия без удаления остатков после пайки. Флюсы No Clean обеспечивают хорошее качество паяных соединений на различных поверхностях, в том числе Sn/Pb, Ni/Au, Ag/Pd, Ni/Pd и других.
В настоящее время большинство крупнейших производителей электроники используют флюсы, не требующие отмывки, с низким содержанием твердых веществ. Среди них такие гиганты, как Apple Computer, Hewlett Packard, IBM, General Electric, Texas Instruments, Bosch, AT&T, Panasonic, Siemens, Philips, Ericsson, Nokia, LG, Alcatel, Motorola. Экономические и экологические преимущества данных флюсов очевидны.
Хотя передовой опыт применения современных флюсов с малым содержанием твердых веществ красноречиво доказывает их преимущества (прекрасная паяемость, значительно меньшее загрязнение оборудования для пайки и ванны припоя, моющий раствор, и, как следствие, снижение расхода моющего раствора, повышение качества отмывки), многие постсоветские производители упорно продолжают паять 20%-ным канифольным флюсом, размешивая его в бочках с этиловым или изо-пропиловым спиртом.
Водосмываемые флюсы (Water Soluble)
Водосмываемые флюсы имеют органическую основу (OR), а также содержат широкий ряд различных активаторов и обладают очень высокой активностью. Водосмываемые флюсы применяются для пайки по никелю, стали и поверхностям с плохой паяемостью. Остатки таких флюсов обладают высокой коррозионной активностью и требуют обязательного удаления после пайки.
Хранение
Оптимальные условия хранения: температура 12-20 °С, влажность 40-70%. Более точные сведения приводятся на упаковке производителя или в описании продукта. Перед использованием флюса, подвергшегося воздействию низких температур, емкость с флюсом необходимо выдержать минимум 4 часа в теплом помещении и тщательно взболтать.
Температура применения
Нанесение флюса рекомендуется осуществлять при температуре окружающей среды 18-25 °С.
Очистка оборудования
Перед сменой типа флюса произведите очистку оборудования — ванну для флюса, пенные или распылительные флюсователи, устройство контроля плотности флюса, пальцы, паллеты, поддоны — с помощью рекомендуемого растворителя. Если после начала работы флюс изменил оттенок цвета, значит, очистка оборудования была произведена плохо, и произошло загрязнение флюса материалами, которые использовались раньше.
Требования к воздуху
Сжатый воздух, используемый в системе флюсования, должен быть очищен от воды и масла и иметь контролируемую температуру.
Методы флюсования
Нанесение флюса обычно осуществляется способом пенного флюсования или распылением.
Способ пенного флюсования
Для нанесения флюса способом пенного флюсования рекомендуется применять трубчатые фильтры, которые образуют мелкопузырчатую пену, обеспечивающую улучшенное смачивание, особенно при сквозной металлизации, по сравнению с обычной пемзой. Кроме того, такие фильтры обладают повышенной надежностью, меньше забиваются, и даже выход из строя одного из элементов не ведет к нарушению производственного процесса.
Если в качестве флюсователя используется пемза, при замене одного типа флюса на другой следует произвести замену флюсующего камня. Оптимальные размеры пор камня составляют 3-10 мкм. Перед установкой камень необходимо вымыть в растворителе.
Оптимальных условий нанесения флюса можно достичь при высоте пены не более 2 см. При пенном флюсовании следует исключить затекание, забрызгивание, задувание (воздушным ножом) флюса на верхнюю сторону печатной платы, в краевые разъемы.
Для удаления избытка флюса с поверхности печатной платы при пенном флюсовании рекомендуется применять воздушный нож. Это устройство позволяет сократить количество остатков флюса после пайки и уменьшает загрязнение зоны предварительного нагрева. Оно представляет собой трубочку с отверстиями, просверленными по одной линии, в которую подается воздух под давлением. Воздушный нож устанавливают под конвейером, перпендикулярно последнему. Рекомендуемый угол наклона воздушного ножа составляет 10° между плоскостью
платы и плоскостью воздушного потока ножа. Направление воздушного потока ножа должно быть навстречу направлению движения платы. Расстояние между воздушным ножом и зоной флюсования должно быть не менее 10 см для предотвращения сдувания пены флюса. Рекомендуемое расстояние между печатной платой и воздушным ножом — 5 см. Давление воздуха подбирается таким образом, чтобы обеспечить удаление избытка флюса. При этом флюс не должен попадать на верхнюю сторону печатной платы, в краевые разъемы. Воздушный поток также
не должен сдувать пену флюсователя.
Достоинства этого способа нанесения флюса — низкая стоимость оборудования и простота настройки процесса флюсования.
Способ флюсования распылением
Флюсование распылением осуществляется с помощью распылительных форсунок, которые движутся (одновременно распыляя флюс) навстречу электронному модулю, движущемуся по конвейеру. Способ флюсования распылением является предпочтительным по ряду причин:
1. Исключение загрязнения флюса окислами и другими загрязнениями, смываемыми с поверхности ПП.
2. Точный контроль толщины флюса, покрывающего печатную плату (от 1 до 2 мкм).
3. Снижение количества остатков флюса на плате после пайки.
4. Создание технологической предпосылки для перехода на безотмывочную технологию.
5. Снижение расхода флюса.
6. Почти полное исключение контакта флюса с воздухом, увеличение срока его службы.
7. Уменьшение испарения растворителя.
8. Уменьшение загрязнения зоны флюсования и предварительного нагрева. Единственным недостатком этого метода
является высокая стоимость оборудования.
При флюсовании распылением следует исключить попадание флюса на верхнюю сторону печатной платы, в краевые разъемы.
Контроль плотности флюса
Для обеспечения устойчивого качества пайки необходим регулярный контроль качества и состава флюса, а при необходимости — его коррекция. Это в гораздо большей степени относится к нанесению флюса методом пенного флюсования.
Для поддержания постоянного уровня твердых частиц необходимо 2-3 раза в день проводить измерение плотности и корректировку состава флюса путем добавления растворителя. В случае необходимости уровень содержания твердых частиц можно увеличить добавлением свежего флюса.
Как правило, плотность флюса измеряется ареометром. Измерительная шкала должна иметь точность измерения 0,001 г/см3. При измерении ареометр должен свободно плавать в среде, не касаясь краев. Замер температуры очень важен, так как изменение ее на 1 °С вызывает изменение плотности на величину, равную 0,0001 г/см3. В связи с этим коррекция плотности путем добавления растворителя всегда осуществляется в пересчете на плотность при 20 °С
Порядок расчета необходимого количества разбавителя
Плотность флюса на данный момент а
Необходимая плотность флюса b
Плотность разбавителя (спирт изопропиловый) d = 0,785
Количество флюса на данный момент F (кг)
Необходимое количество разбавителя R (кг)
Суммарный объем флюса после разбавления равен сумме объемов сливаемых жидкостей. Объем жидкости равен ее массе, разделенной на удельную плотность.
В заключение следует отметить, что пайку волной припоя как технологический процесс рано списывать со счетов. Значит, в этом техпроцессе все, по возможности, должно быть прекрасным. И оборудование, и расходные материалы, и печатные платы, и комплектующие изделия, и технологи, и обслуживающий персонал. Но оборудование — уж какое есть или осталось, печатные платы и комплектующие изделия — уж какие заказали и купили, персонал не переделаешь — можно только учить, а вот выбор расходных материалов для пайки целиком
лежит на совести технолога. Можно подумать, что стоимость всех этих расходных материалов, о которых говорилось выше, велика и не под силу производителям со скромным бюджетом. Абсолютные цифры действительно кажутся внушительными. Припой — $10/кг, флюс — $10/л и т. д. Однако если посчитать стоимость всех этих расходных материалов на пайку среднего электронного модуля, не раз уже упоминавшегося выше, то получим всего-навсего $0,3-0,5 (0,3 — только на пайку, 0,5 — на весь техпроцесс: сборка, пайка, отмывка и т. д.). Это при не отлаженном техпроцессе, где расходные материалы закладываются с запасом, чтобы потом было, что снижать. Это на электронный модуль, сборка которого стоит $12-15, себестоимость с комплектующими изделиями составляет $50, а цена при продаже — $100. Если даже принять во внимание, что кустарные
и некачественные материалы для пайки будут стоить в 10 раз дешевле, то получим «огромную» экономию в виде 0,5% от продажной цены и 1% от себестоимости плюс технологические проблемы и низкое качество при производстве. На самом деле технологические проблемы и низкое качество полностью покроют снижение себестоимости в 1%. Стоит задуматься.
Литература
Стандарт IPC-TP-1115.
Стандарт J-STD-004.
Установка для пайки двойной волной припоя ATF 22/33 F. Руководство пользователя.


