























МЕХЗАВОД|Ремонт бытовой техники и электроники cвоими руками |
Привет, Гость! Войдите или зарегистрируйтесь.
Вы здесь » МЕХЗАВОД|Ремонт бытовой техники и электроники cвоими руками » Токарные станки » ФТ-11М


ФТ-11 Станок универсальный токарно-винторезный повышенной точности с автоматической коробкой передач. Назначение и область применения
Станок ФТ-11 разработан на основе универсального токарно-винторезного станка 16Б25ПСп.
Токарно-винторезный станок повышенной точности ФТ-11 предназначен для выполнения широкого круга токарных работ на чистовых и получистовых режимах. На черновых и обдирочных режимах использовать станок не рекомендуется. Высокие скорости шпинделя делают пригодным станок для работы на скоростных режимах; при этом обеспечивается рациональное использование современных марок твердых сплавов.
Станок обеспечивает нарезание метрической, дюймовой, модульной и питчевой резьб, а при сокращенной кинематической цепи (прямое включение ходового винта без коробки подач), дает возможность производить нарезание нестандартных резьб при соответствующей настройке гитары.
На станке возможна обточка конусов без применения конусной линейки путем механического перемещения верхнего суппорта.
Оригинальная конструкция станины, устраняющая возможность попадания металлических отходов в пазы направляющих. Это приводит к уменьшению износа и увеличению срока службы станка. Также становится возможным обрабатывать материалы, имеющие особый состав и прошедшие специальную обработку
Автоматическое управление скоростями вращения шпинделя позволяет производить переключение скоростей на ходу и тем самым уменьшает непроизводительные потери времени.
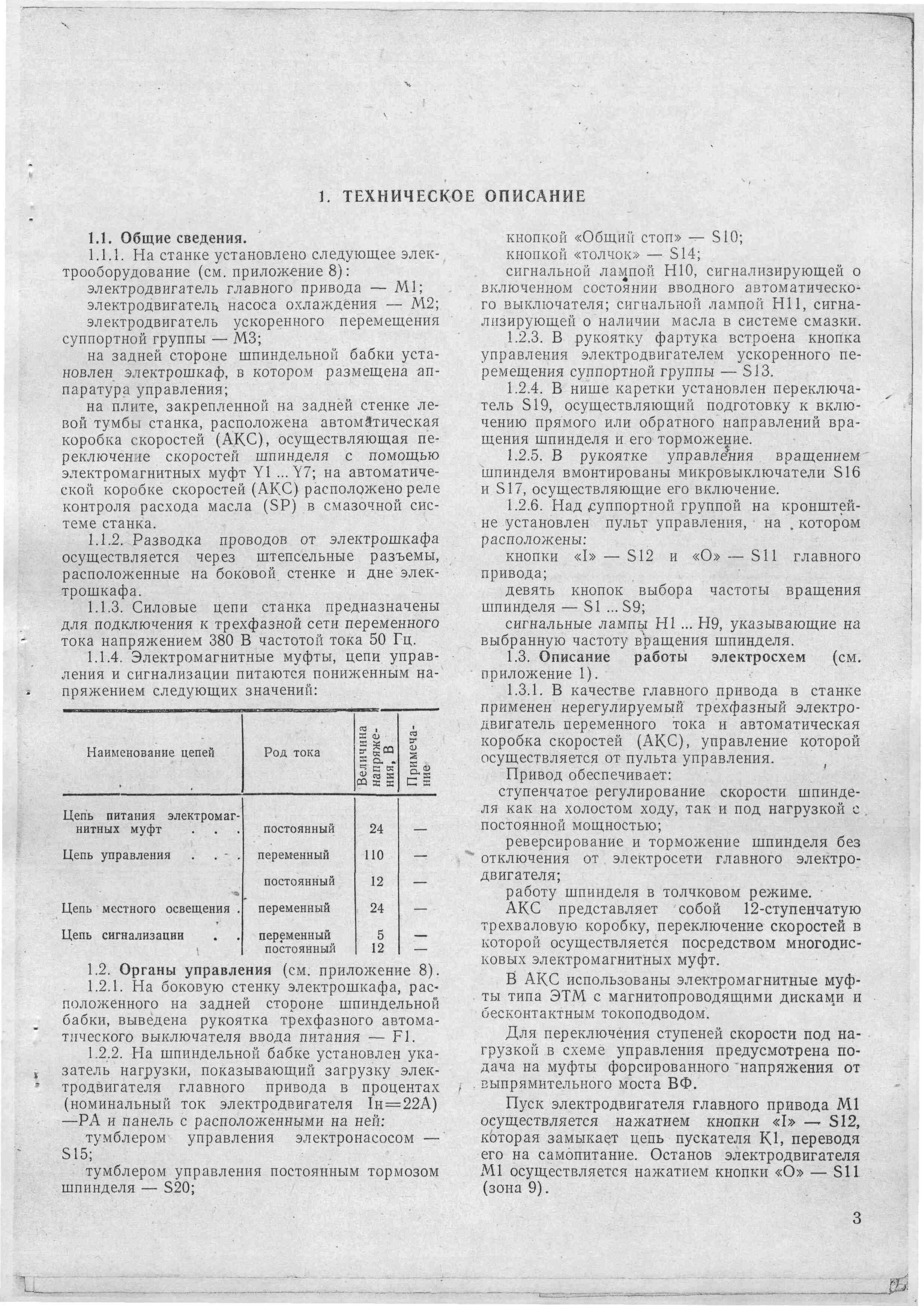
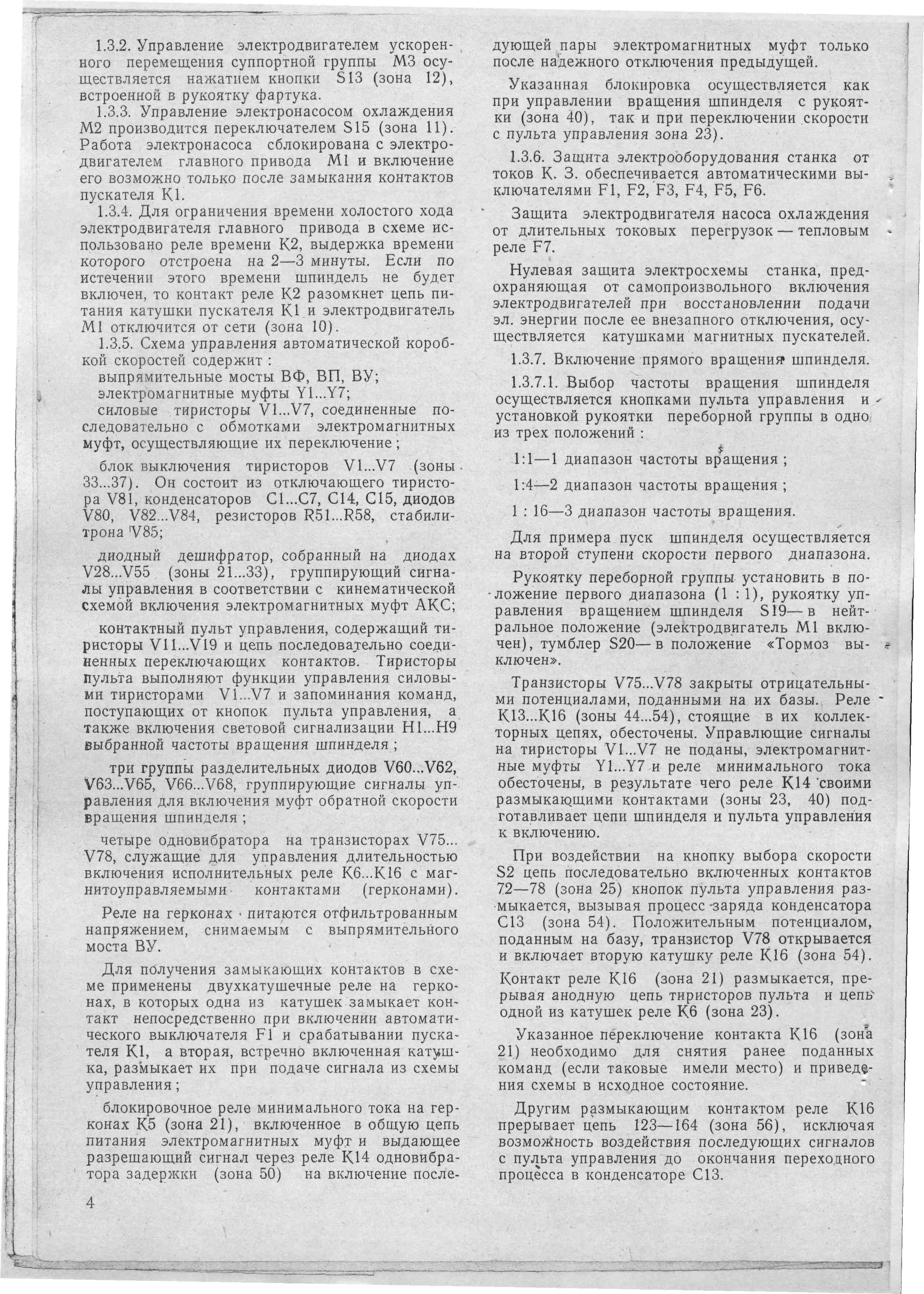
Применение автоматической коробки передач позволяет обеспечить:
ступенчатое регулирование скорости шпинделя на холостом ходу и под нагрузкой с постоянной мощностью
реверсирование и торможение шпинделя без отключения от электросети главного электродвигателя
работу шпинделя в толчковом режиме
Широкое применение полупроводниковых и релейных элементов и схем для управления работой станка. Используемые тиристорно-транзисторные изменили систему управления режимами станка и позволили изменять скорость вращения шпинделя без выключения главного привода.
Ускоренный обратный ход шпинделя при нарезании резьбы позволяет уменьшить время обработки детали.
Возможно отключение коробки подач, передавая вращение непосредственно на ходовой винт. Такое сокращение кинематической цепи позволяет нарезать резьбу с нестандартным шагом.
Магнитные пускатели предохраняют токарно винторезный станок ФТ11 от самопроизвольного включения электродвигателей при восстановлении подачи электроэнергии после ее внезапного отключения.
Не рекомендуется использовать станок при черновой обработке.
Класс точности станка П по ГОСТ 8—71.
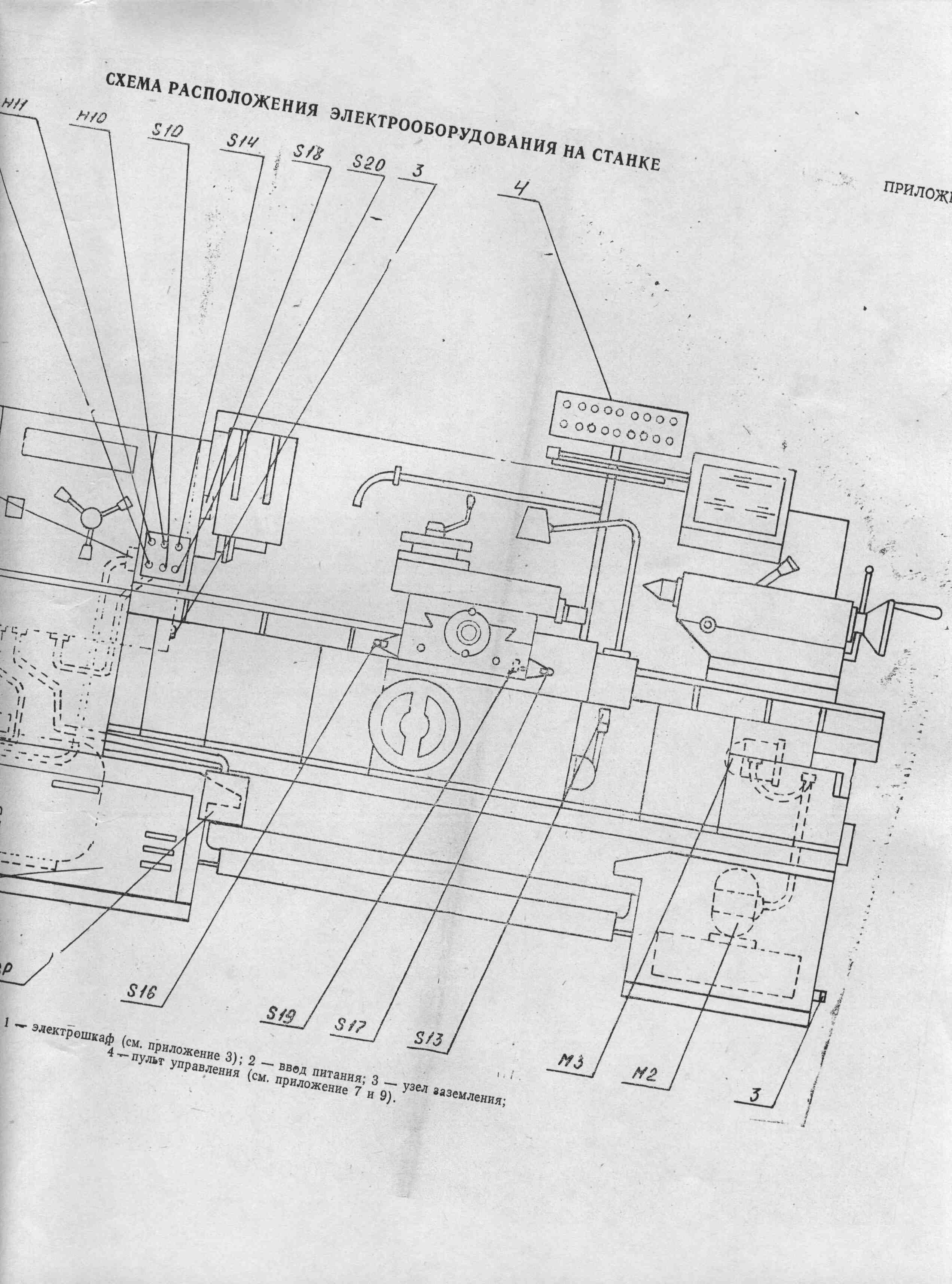
Конструкция станка ФТ-11
Станина станка
Станина станка жесткой конструкции с диагональными ребрами и с двумя призматическими и двумя плоскими направляющими. Направляющие подвергнуты термообработке с последующей шлифовкой. Передняя и задняя направляющие служат для перемещения каретки и защищены от воздействия внешней среды телескопическими щитками. Средние направляющие служат для перемещения задней бабки. Станина устанавливается на тумбах, между которыми расположено корыто для сбора стружки.
Коробка скоростей станка
Коробка скоростей имеет 9 прямых и 3 обратных ступеней чисел оборотов. Переключение скоростей осуществляется с помощью 7 электромагнитных муфт. Коробка скоростей крепится на плите, закрепленной на задней стенке левой тумбы. Движение на входной вал коробки скоростей с электродвигателя осуществляется клиноременной передачей, а с выходного вала АКС на шпиндельную бабку передается с помощью плоскозубчатого ремня.
Шпиндельная бабка
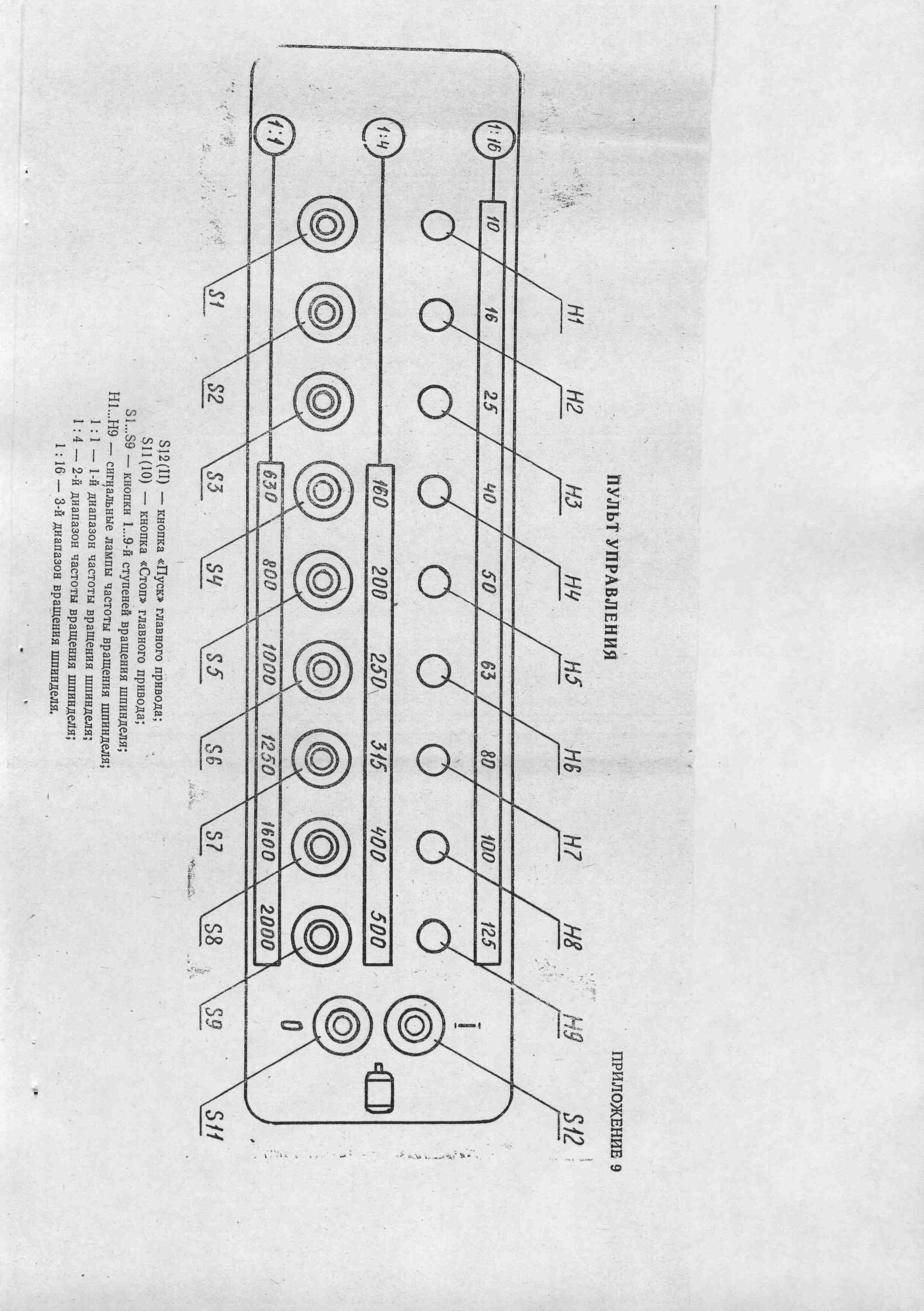
Шпиндельная бабка представляет собой редуктор, позволяющий получать три диапазона скоростей шпинделя со следующим кинематическим соотношением входного числа оборотов к выходному: 1 : 1; 1 : 4; 1 : 16,
Шпиндель 1 разгружен от действия радиальных сил ременной передачи и смонтирован на высокоточных цилиндрических роликоподшипниках и радиально-упорных шарикоподшипниках. Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу.
В положении диапазона 1 : 1 (вращение напрямую АКС) шпиндель получает со шкива 2, жестко соединенного с шестерней-муфтой 3 и через включенную в нее шестерню 4.
Включение диапазона 1:4 происходит с помощью: шестерен 3, 5, 6 и 7; а диапазон 1:16 — 3, 5, 6, 8, 10, 9, 11 и 12 (положение показано на рис.8).
Включение всех трех диапазонов осуществляется рукояткой 13 (рис. 10), ступица 14 которой соединена с валиком 15, на котором закреплен кулачок 16, имеющий два специальных паза 16а и 16б. В эти пазы входят ролики рычагов 17 и 18. Рычаг 17 жестко связан с валиком 19, на котором также жестко закреплен рычаг 20. Получая определенное вращение от паза 16а, через рычаг 17 и валик 19, рычаг 20 с помощью переводки 21 (рис. 10 и 12), кулачка 22 и вилок 23 и 24, переключает шестерни 6 и 11. Согласованно с рычагом 17, рычаг 18, свободно сидящий на вилке 19, от паза 16б получает определенное вращение и через тягу 25 (рис. 10 и 11) поворачивает рычаг 26, с которым связаны вилка 27 и сухарь 28 (рис. 9 и 12), переключающие шестерни 5 и 4.
Привод от шпинделя к гитаре станка осуществляется с помощью шестерен 31, 32, 33, 34 (рис, 8). Включение нормального или увеличенного шага правой или левой резьб производится рукояткой 35, закрепленной с кулачком 36 (рис. 9,11). Кулачок 36 управляет одновременно двумя сборными рычагами 37 и 38, которые через вилку 39 и сухарь 40 переключают в соответствующее положение шестерни 31 и 33.
Задняя бабка
Задняя бабка закрепляется эксцентриковым зажимом с помощью рукоятки 26 при легких работах, и дополнительно винтами 13 и 50 при тяжелых работах. Если рукоятка 26, отведенная в крайнее положение, не обеспечивает достаточный прижим, то нужно посредством регулирования гайки 37, изменить положение прижимной планки 35 и установить необходимое усилие прижима.
Для облегчения перемещения и предотвращения износа направляющих, задняя бабка снабжена пневмооборудованием. Сжатый воздух от сети через фильтр влагоотделитель, маслораспылитель, трехходовой клапан и систему отверстий и канавок, подается между сподком задней бабки и направляющими станины, образуя воздушную подушку.
Ежедневно перед началом работы необходимо спустить влагу из фильтра, повернув вороток, установленный в его нижней части. Один раз в . 2-3 месяца фильтр снимать для очистки и промывки. В маслораспылитель, по мере израсходования, заливать масло «Индустриальное-20» ГОСТ 20799-75.
Коробка подач
Коробка подач станка позволяет получать величины и диапазон подач суппорта, шагов метрических, дюймовых, модульных и питчевых резьб. В таблице 2, помещенной на передней стенке шпиндельной бабки, указаны все возможные величины продольных и поперечных подач, а также шаги резьб нормальной точности, полученные при помощи механизма, коробки подач и соответствующих настроек гитары.
На кожухе, закрывающем гитару, помещена таблица 3 настроек на резьбы повышенной точности.
Резьбы повышенной точности нарезаются при более короткой кинематической цепи — напрямую (без коробки подач), т. е. путем настройки гитары на каждый шаг резьбы.
Для выбора вида обработки: 1) подача; 2) метрическая или модульная резьба; 3) дюймовая или, питчевая резьба; 4) прямое включение ходового винта — служит средняя рукоятка коробки подач, имеющая в положениях особые символы (табл. 4).
Фартук
Механизмы фартука обеспечивают получение подач каретки и суппорта в четырех направлениях в ускоренном и рабочем режимах. Для обеспечения продольной подачи включается муфта 104 или муфта на валу 99, для обеспечения поперечной подачи включается муфта 39 или муфта 41. Для предотвращения самопроизвольного включения поперечной подачи при выключенной продольной в фартуке имеется , блокировочное устройство, установленное в рукоятке включения подачи. В фартуке имеется также блокировочное устройство для предотвращения одновременного включения рукоятки подачи 76 и рукоятки маточной гайки.
Регулировка положения полугайки маточной гайки обеспечивается специальными винтами, установленными на стенке корпуса фартука.
Фартук снабжен предохранительной муфтой, которая срабатывает в случае повышения допустимой осевой нагрузки. Величину предельного усилия можно регулировать гайкой 11.
Механизм фартука обеспечивает обработку деталей по жесткому упору, который можно устанавливать на станине.
Каретка, верхний суппорт (резцовые салазки)
Механизмы каретки и верхнего суппорта обеспечивают подачу инструмента в поперечном направлении. Механическая подача верхнего суппорта осуществляется при выдвинутом положении кнопки 1, и зафиксированном от вращения винте. Обработка конических поверхностей с применением механической подачи верхнего суппорта возможна при установке верхней части суппорта на соответствующий, угол и закрепление его специальными винтами. На чертеже обозначено положение кнопки 1 при включенном винте поперечной подачи. Для повышения безопасности работы предусмотрено отключение вращения рукоятки 2 ручного перемещения суппорта 3.
На каретке расположены рукоятки 4 для включения и реверсирования вращения шпинделя. Шпиндель начнет вращаться только при одновременном перемещении рукояток 4 и нажатии одной из кнопки 5, которые служат для блокировки произвольного включения шпинделя.
Каретка снабжена дифференциальным лимбом поперечной подачи 6, который позволяет вести непосредственный отсчет перемещений суппорта относительно оси центров станка.
Регулирование зазора в винтовой паре поперечной подачи осуществляется поворотом червяка 7 и последующим фиксированием его двумя винтами 8.
Регулирование зазоров в направляющих «ласточкин хвост» каретки и верхнего суппорта производится смещением соответствующих клиньев 9 относительно направляющих регулировочными винтами 10, которые расположены с обоих торцов клиньев.
Для предотвращения смещения каретки при торцевой обработке предусмотрено закрепление ее относительно станины специальным винтом через планку 11.
При механической подаче недопустимы перемещения верхнего суппорта до крайних положений (перемещения верхнего суппорта ограничены рисками).
Резцедержатель
Корпус резцедержателя 4 фиксируется на зубьях плоского кольца 1, закрепленного на верхнем суппорте.
Разжим, поворот и фиксация резцедержателя осуществляется поворотом рукоятки 12, сначала против часовой стрелки, а после выбора нужной позиции зажим производится поворотом рукоятки по часовой стрелке.
Конструкция резцедержателя обеспечивает надежную защиту встроенных деталей от попадания грязи и эмульсии.
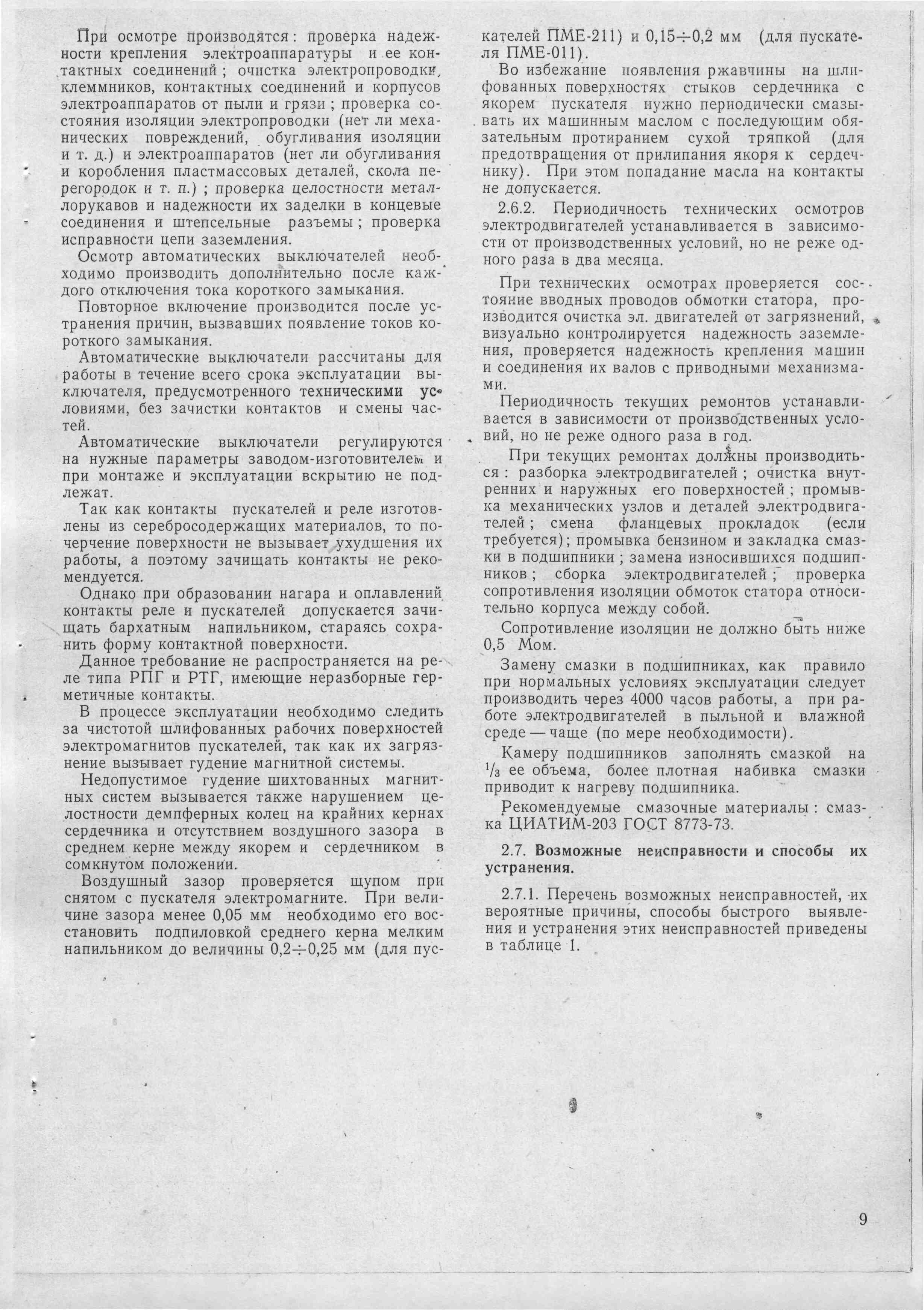
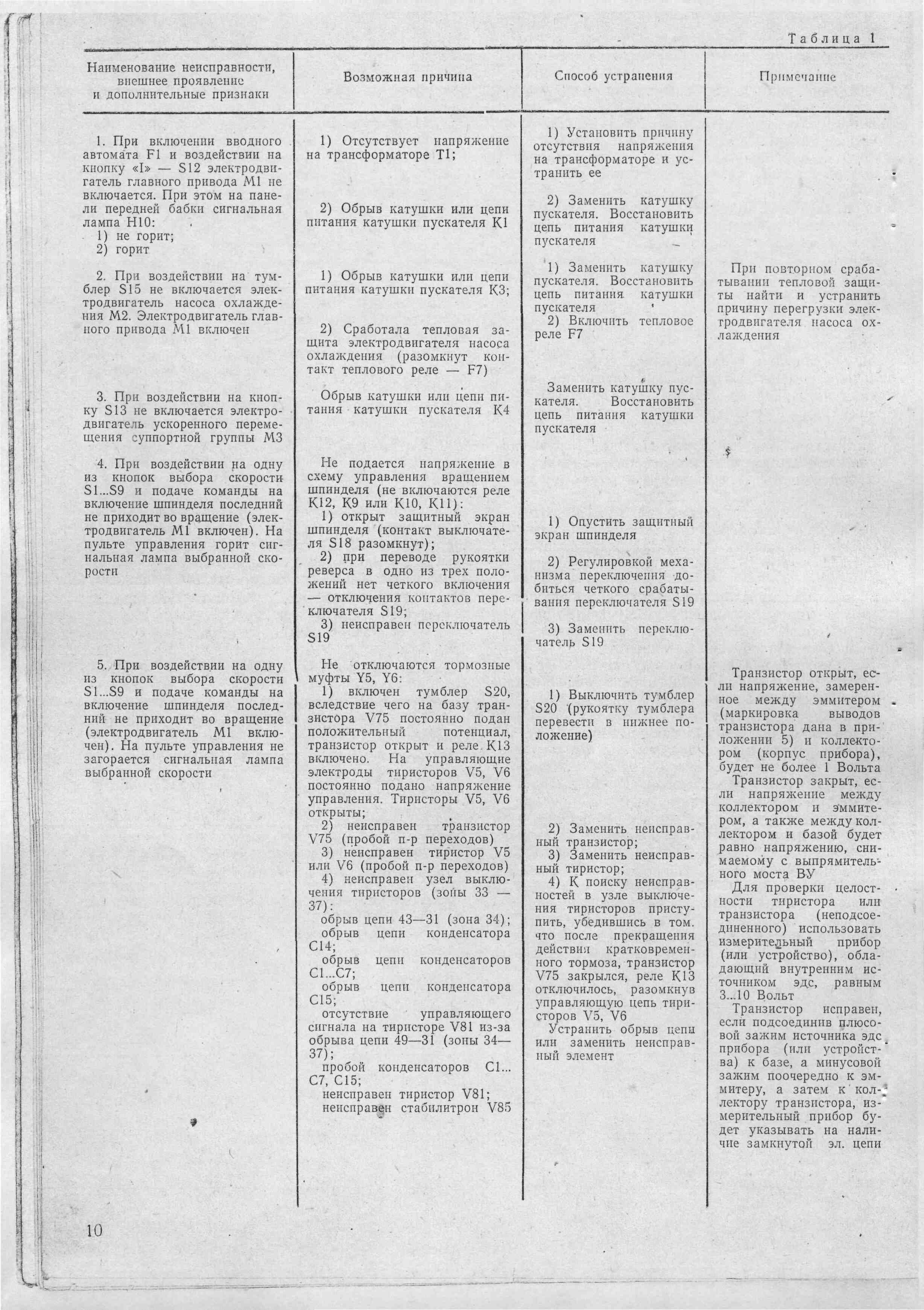
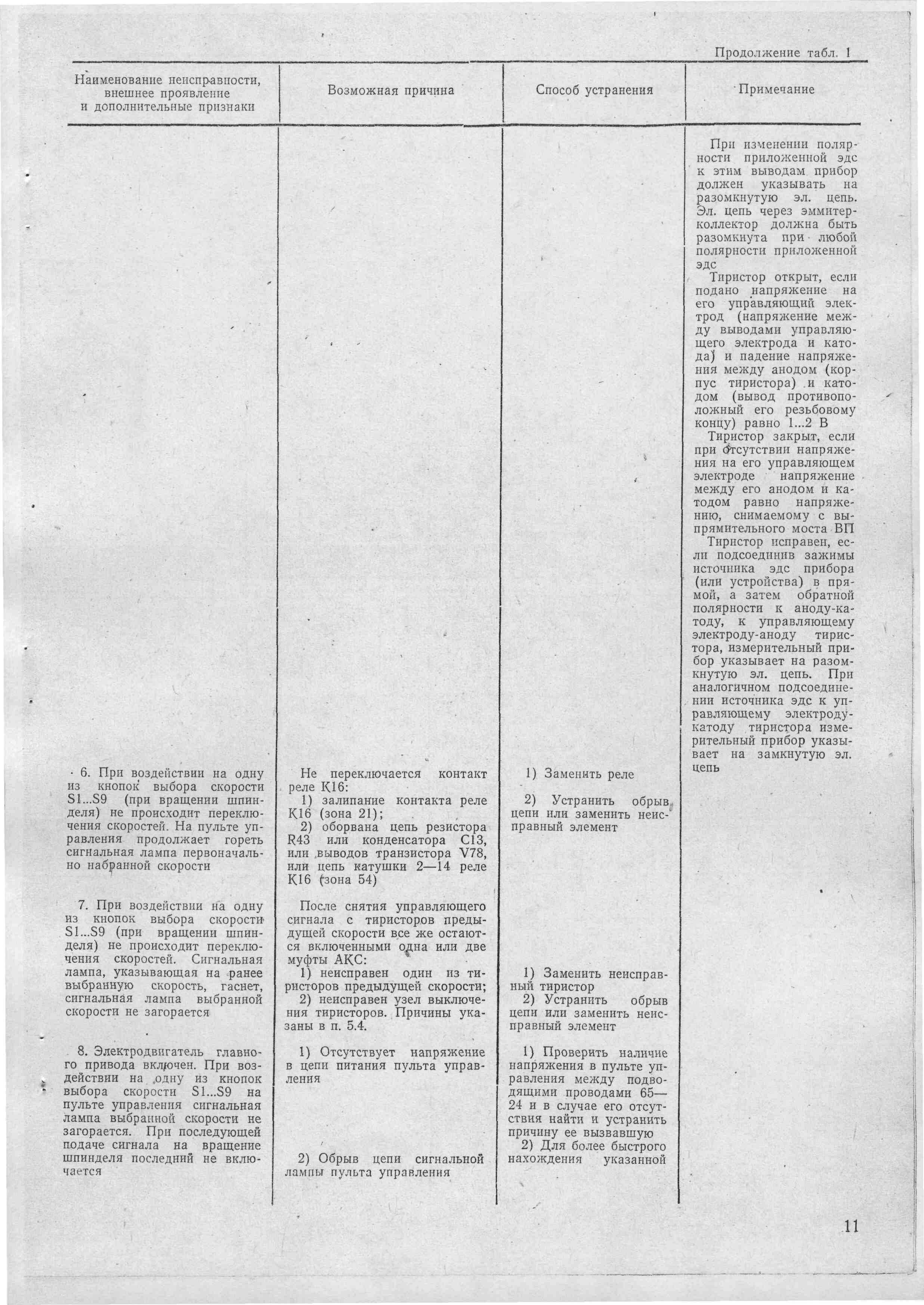
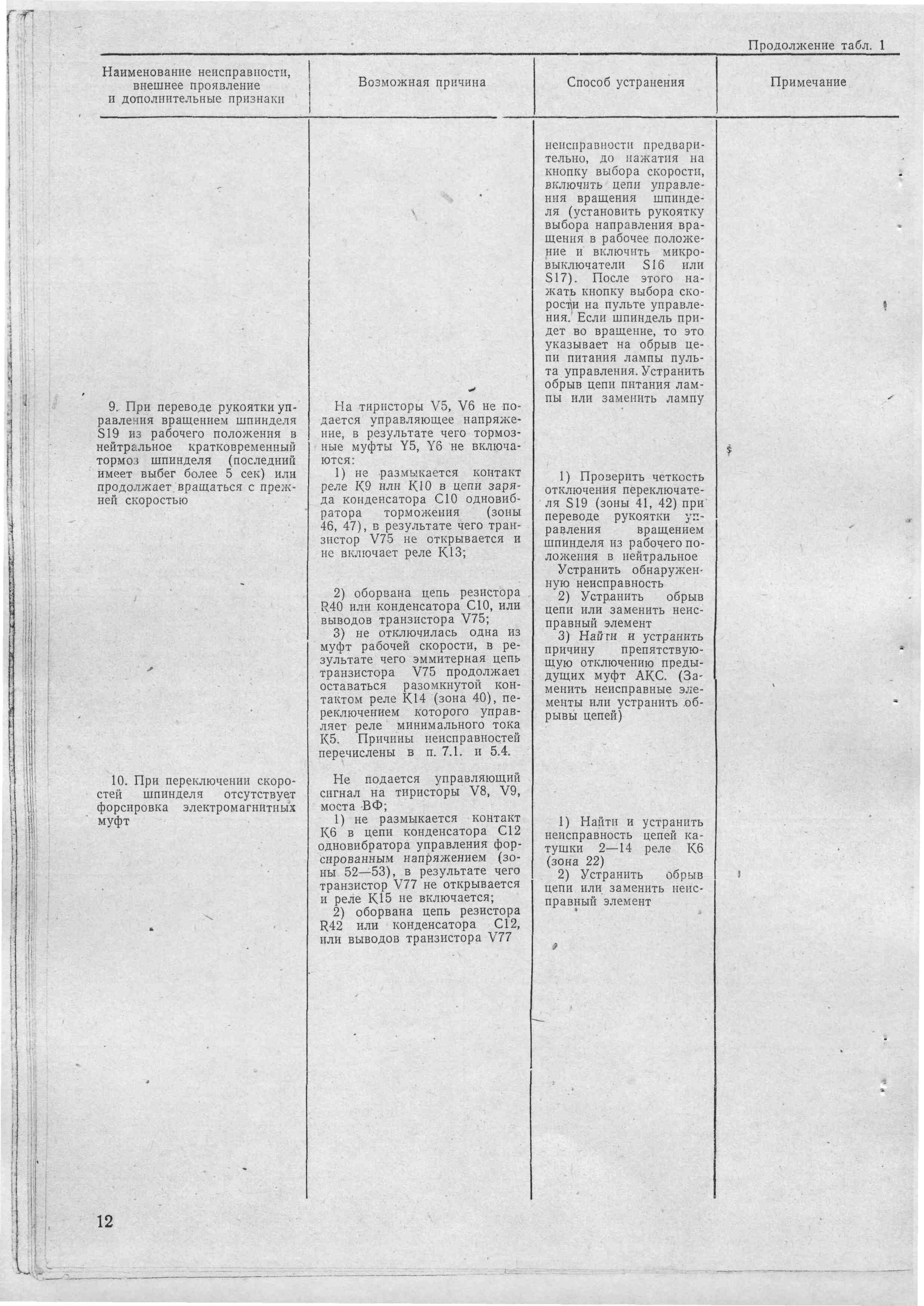
Техническое обслуживание токарного станка ФТ-11
Регулирование некоторых элементов станка
Натяжение ремней 1 осуществляется перемещением электродвигателя в горизонтальном направлении винтом позиция 2. Второй ремень натягивается перемещением в горизонтальном направлении АКС по подредукторной плите винтами позиция 3, при ослабленных болтах позиция 4.
Регулирование натяжения ремня быстрых перемещений суппорта производится гайками на тяге 1 (рис. 29), выведенной на заднюю стенку станины.
Регулирование остальных элементов станка (половинок маточной гайки фартука, гайки винта поперечной подачи; смещение оси задней бабки) осуществляется согласно чертежам общих видов узлов и ряда пояснений, изложенных в разделе «Устройство станка».
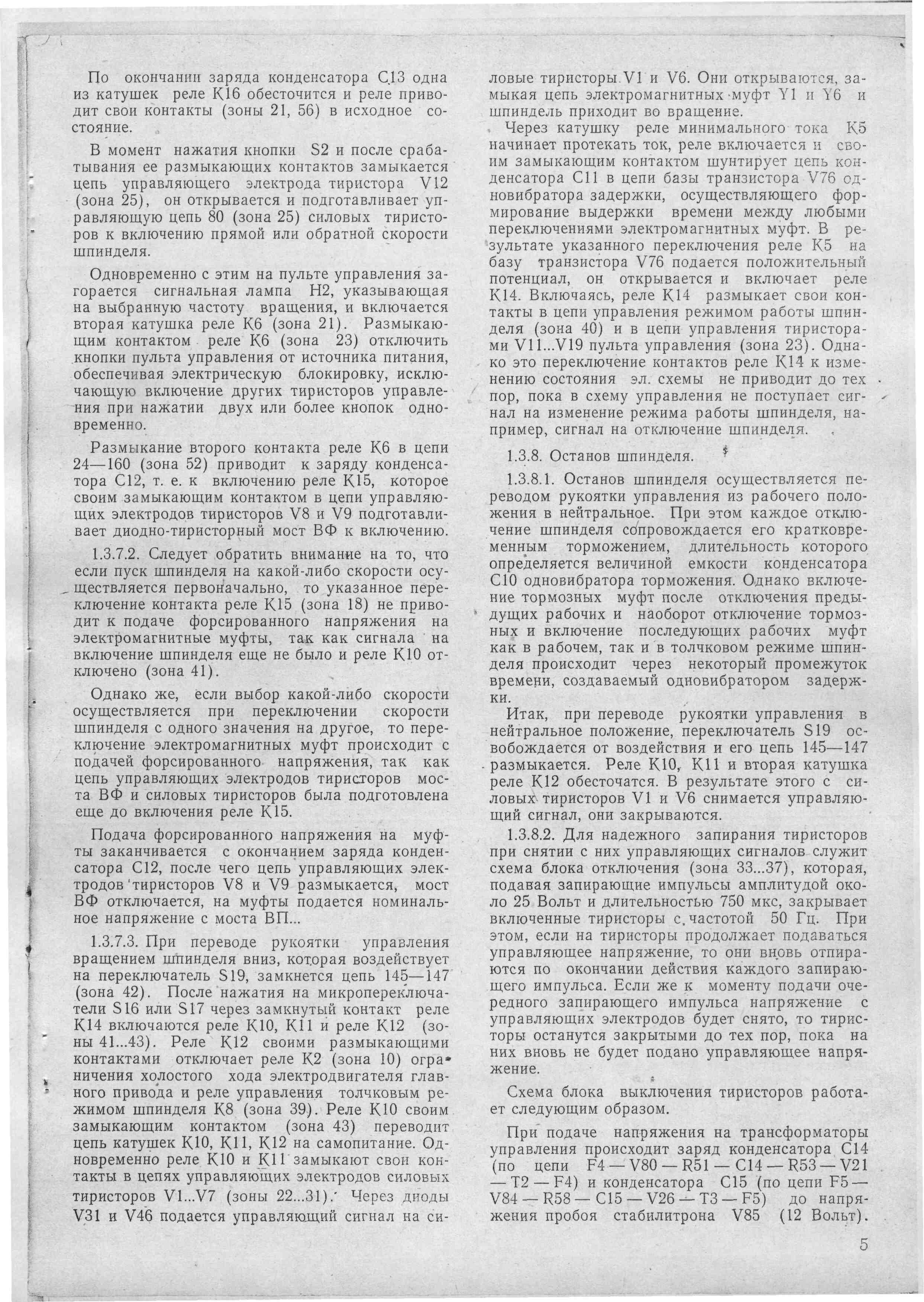
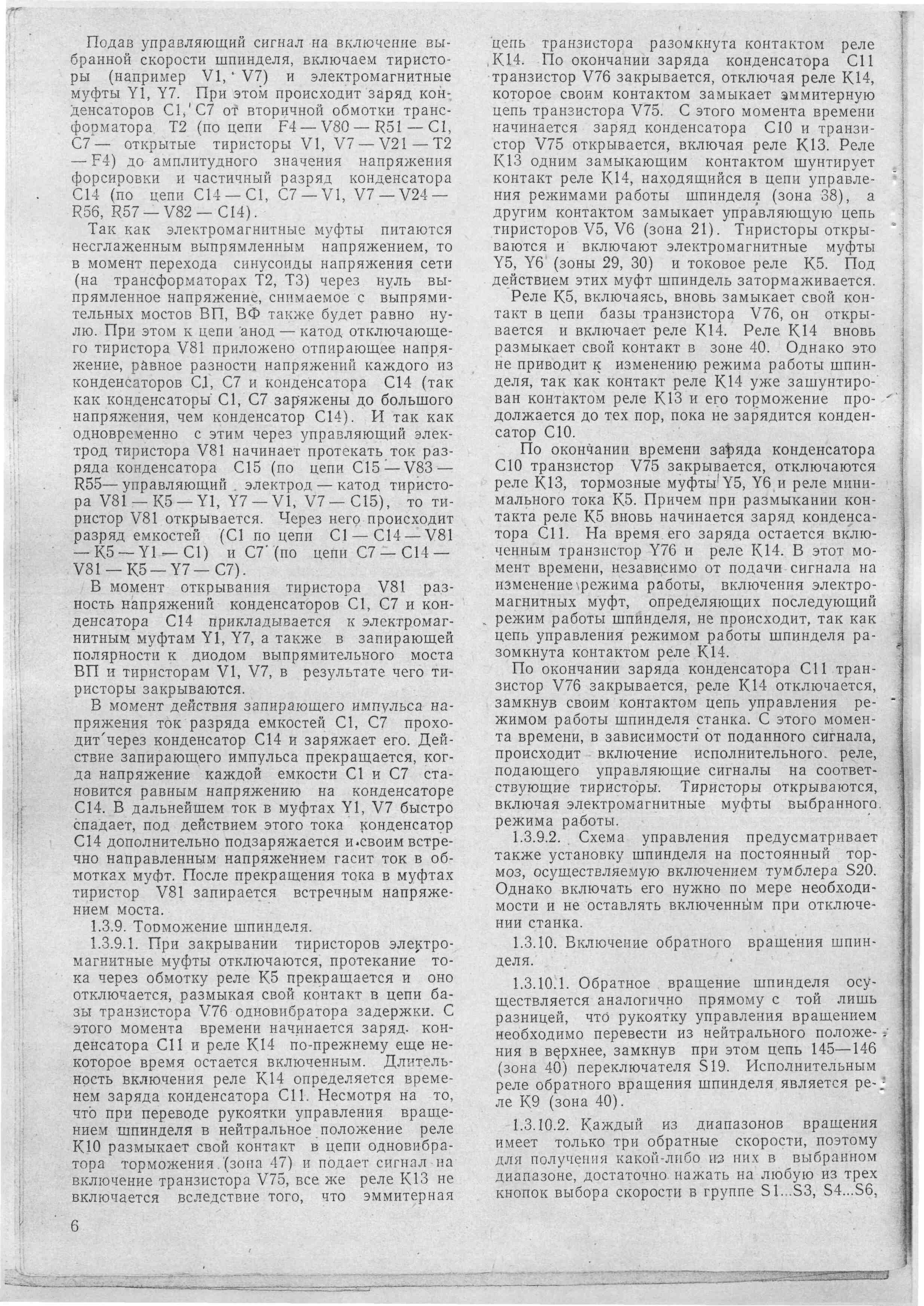
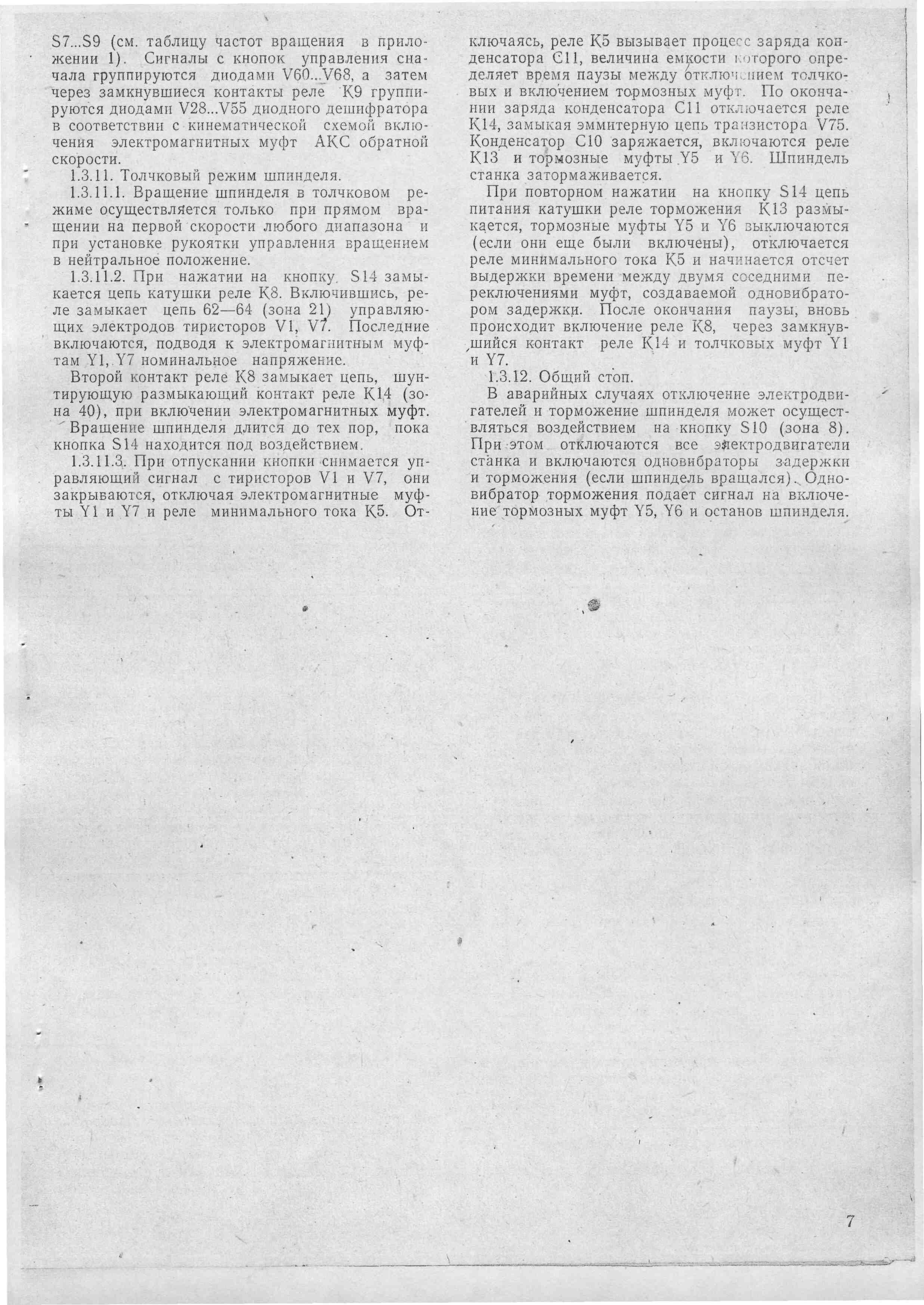
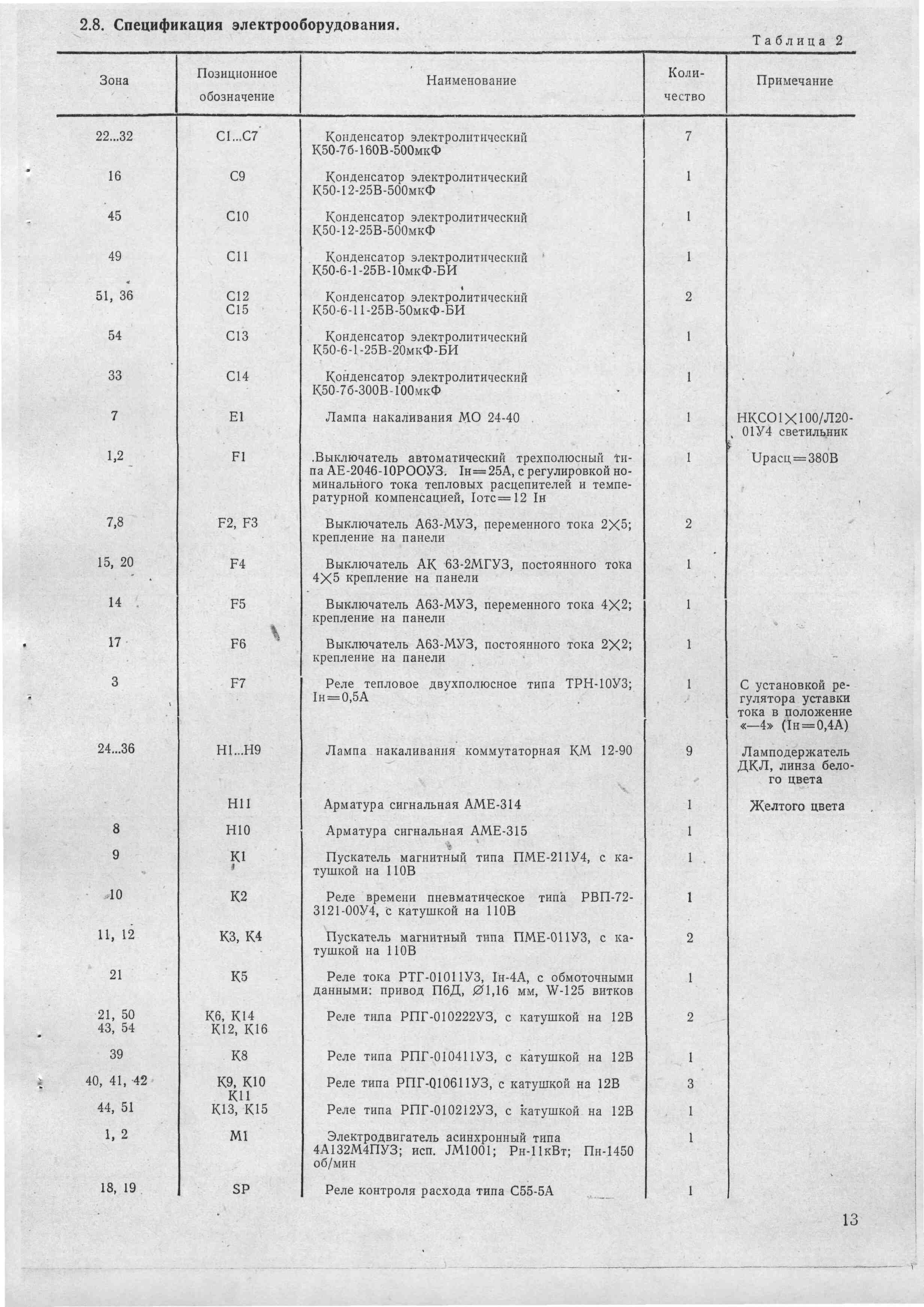
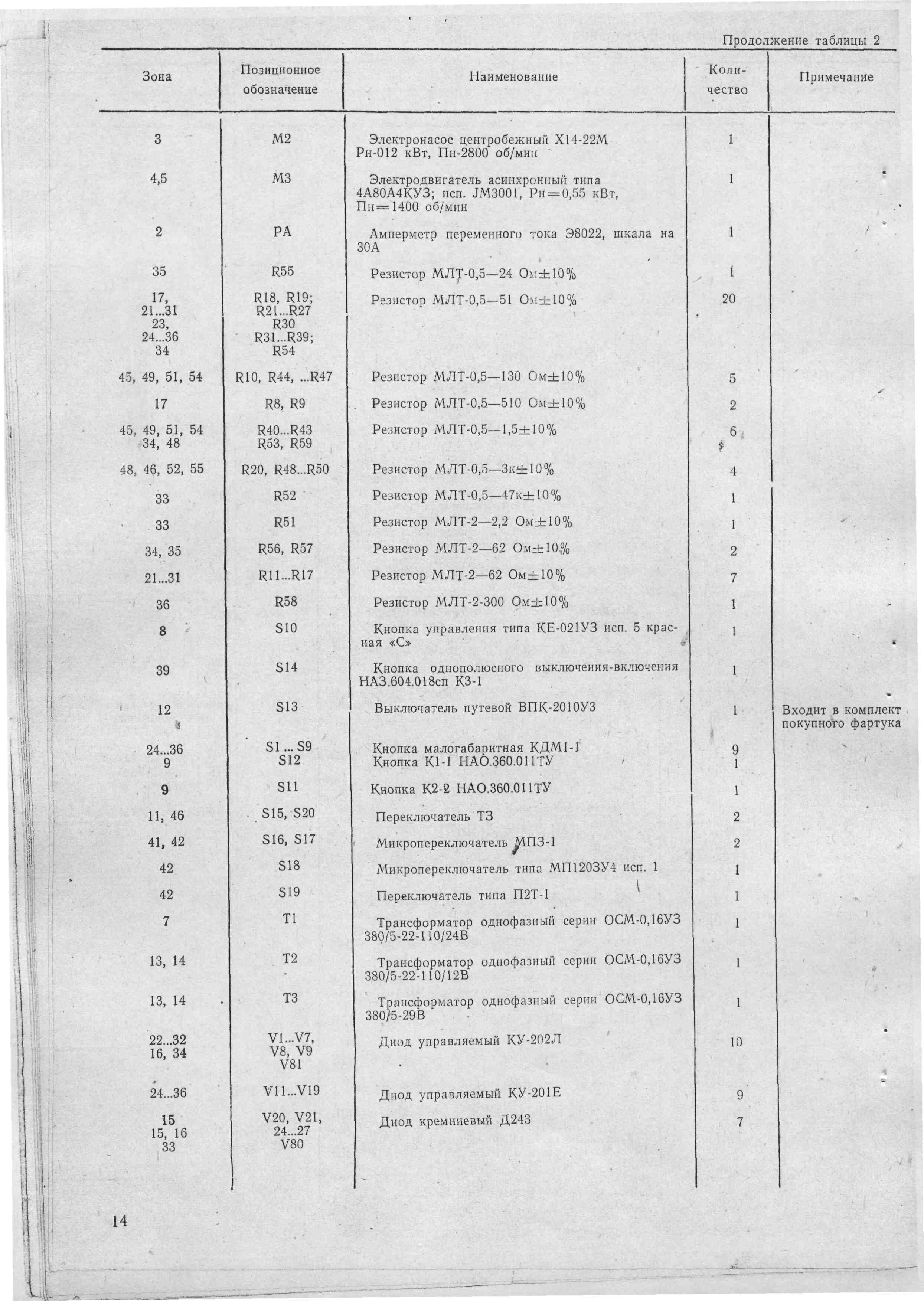
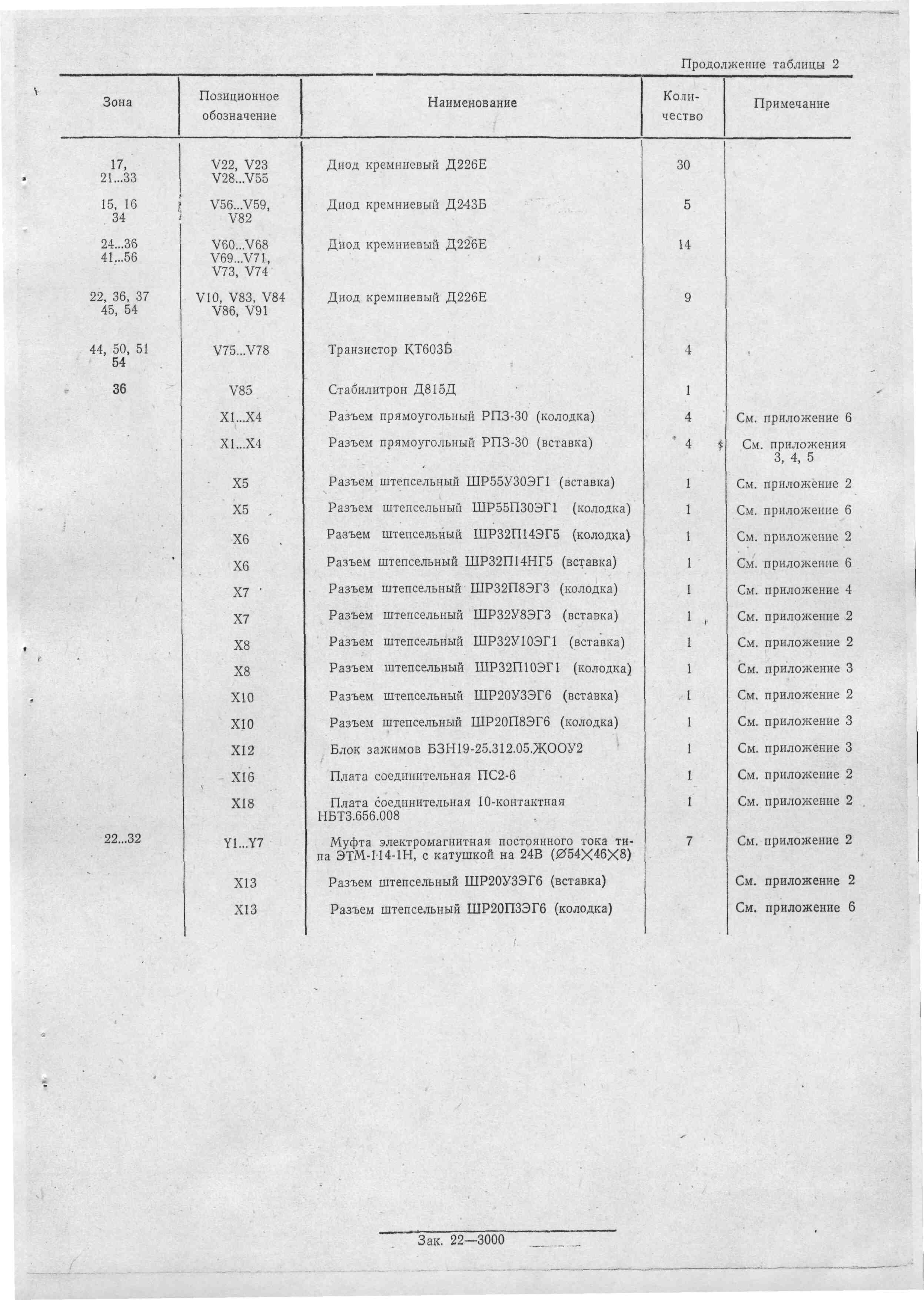
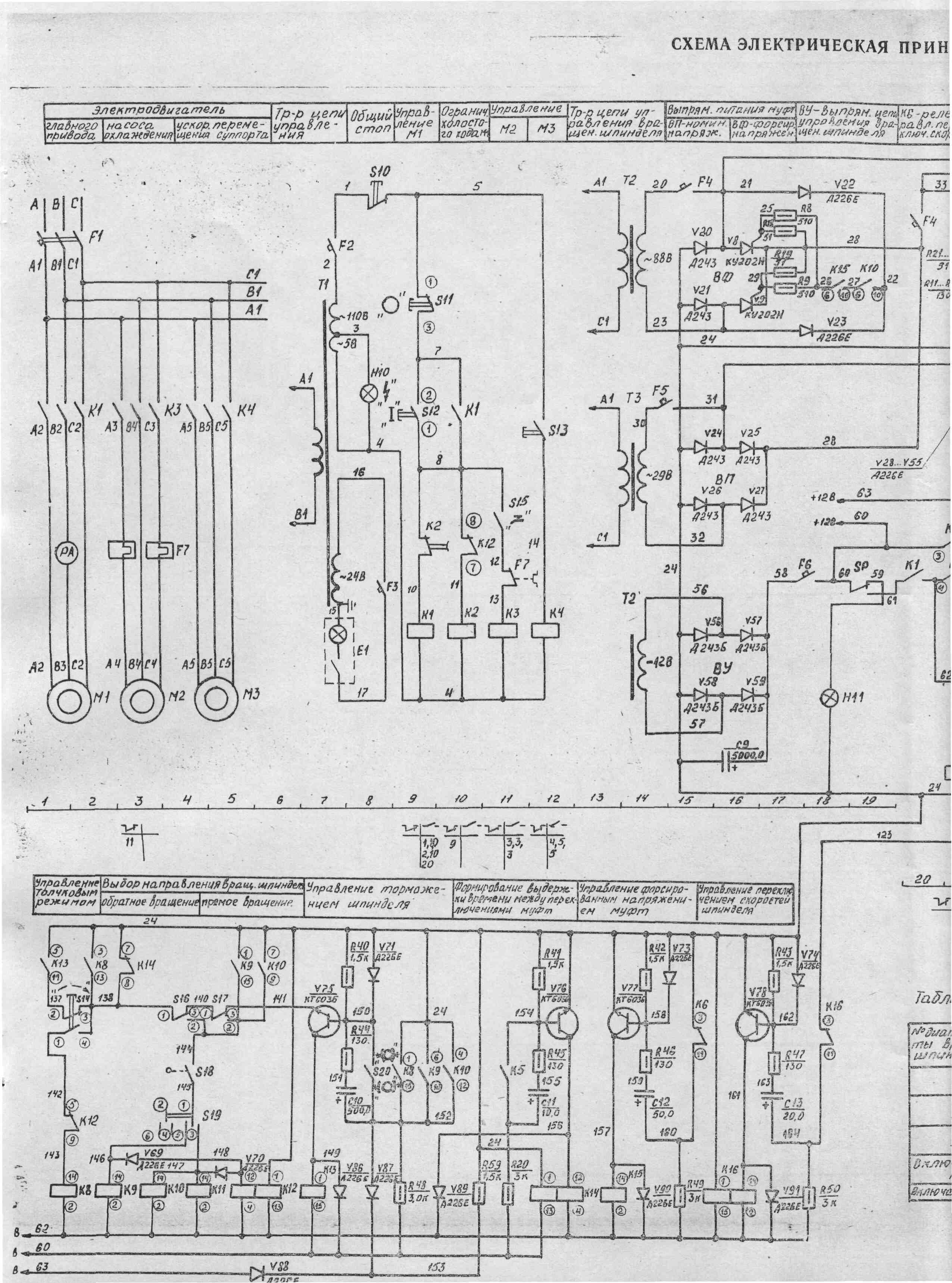
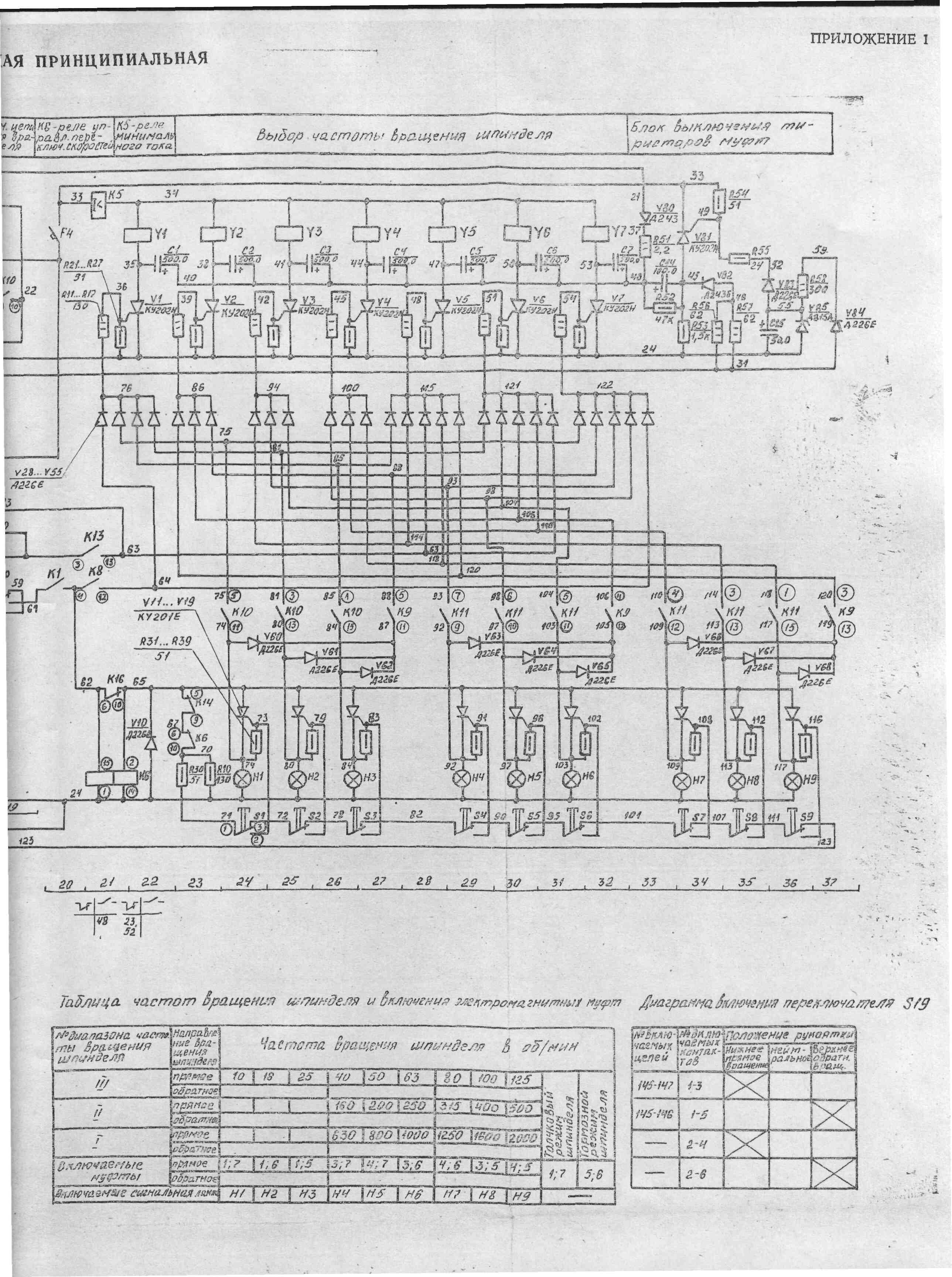
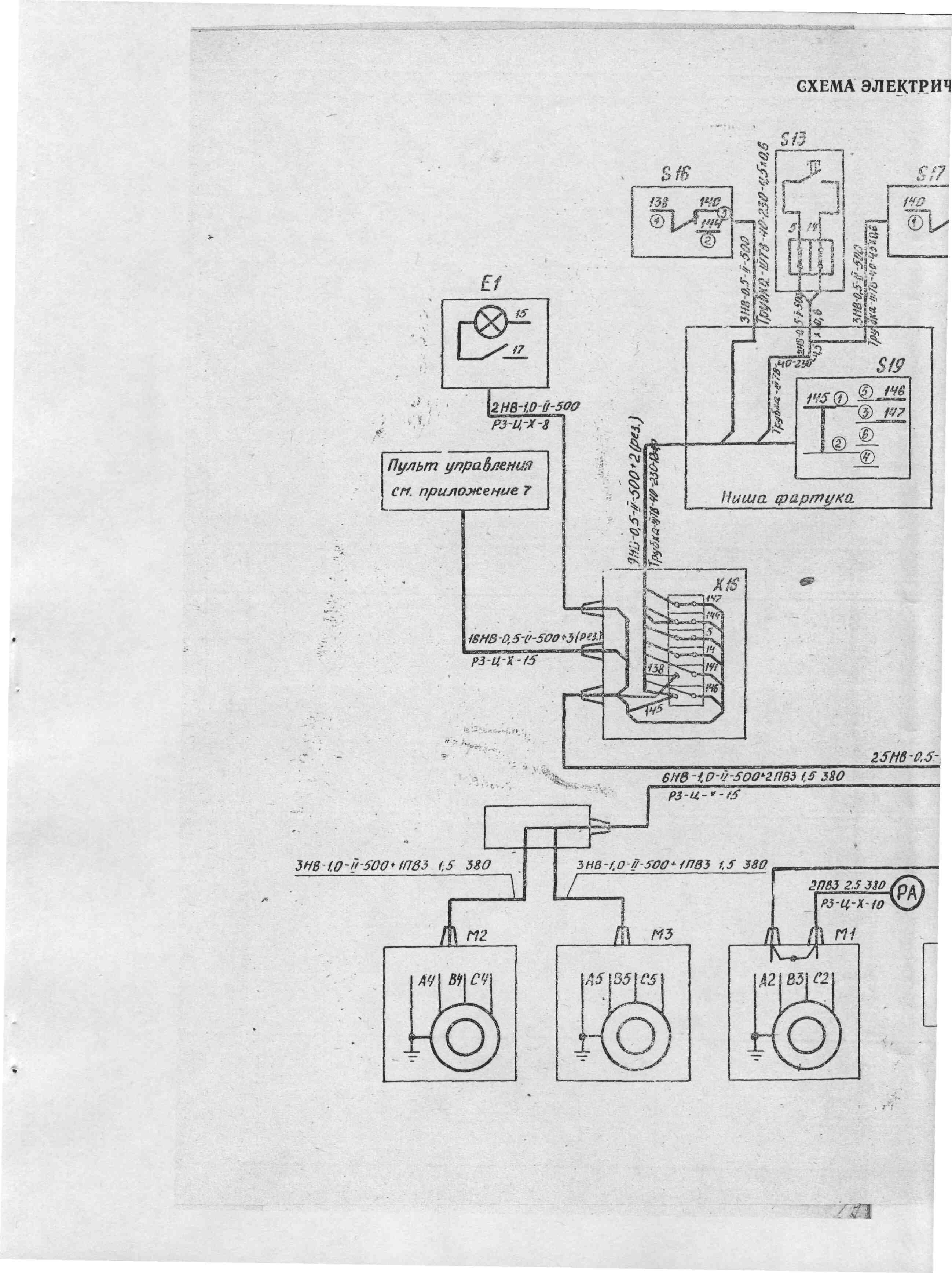
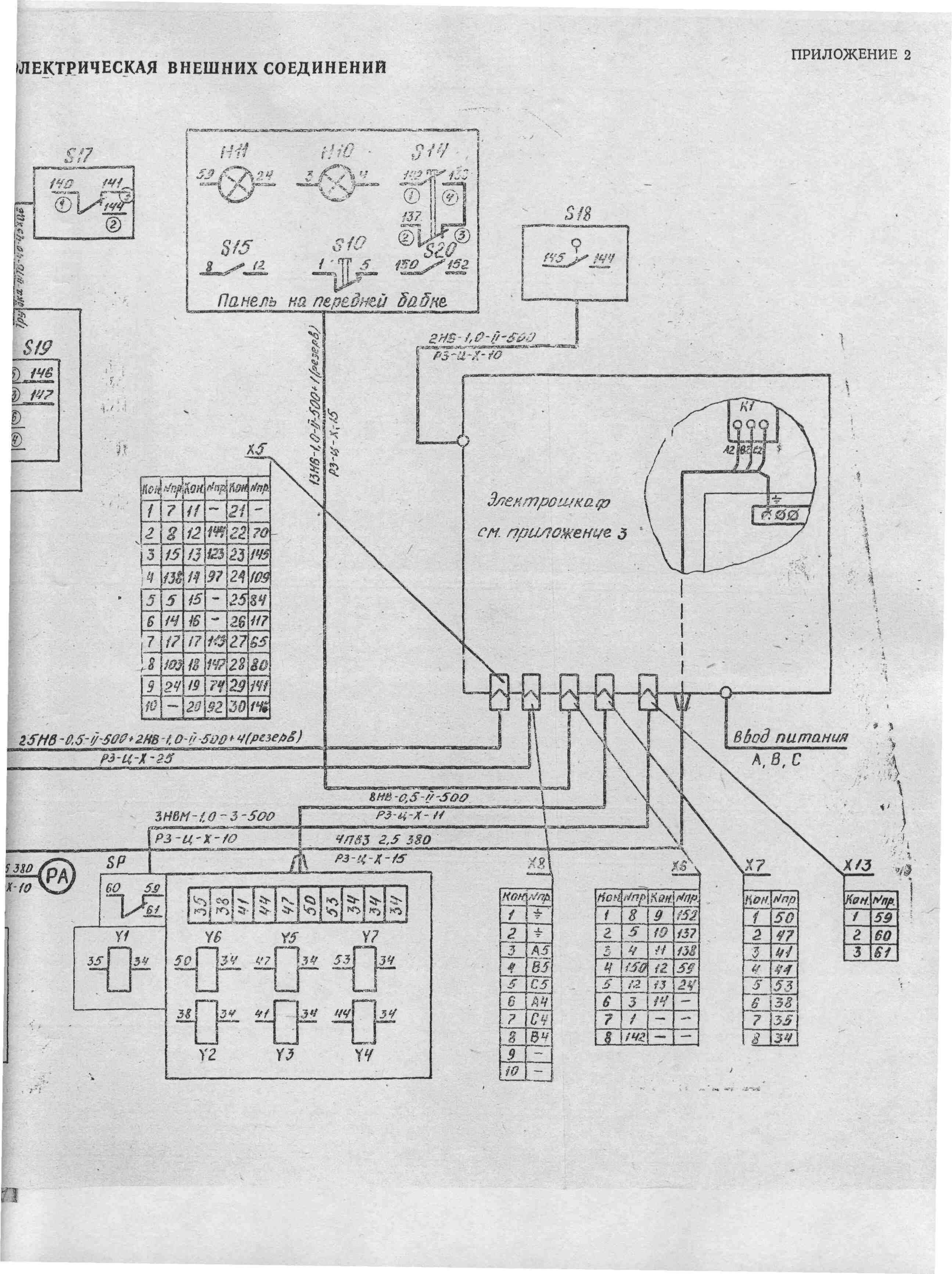
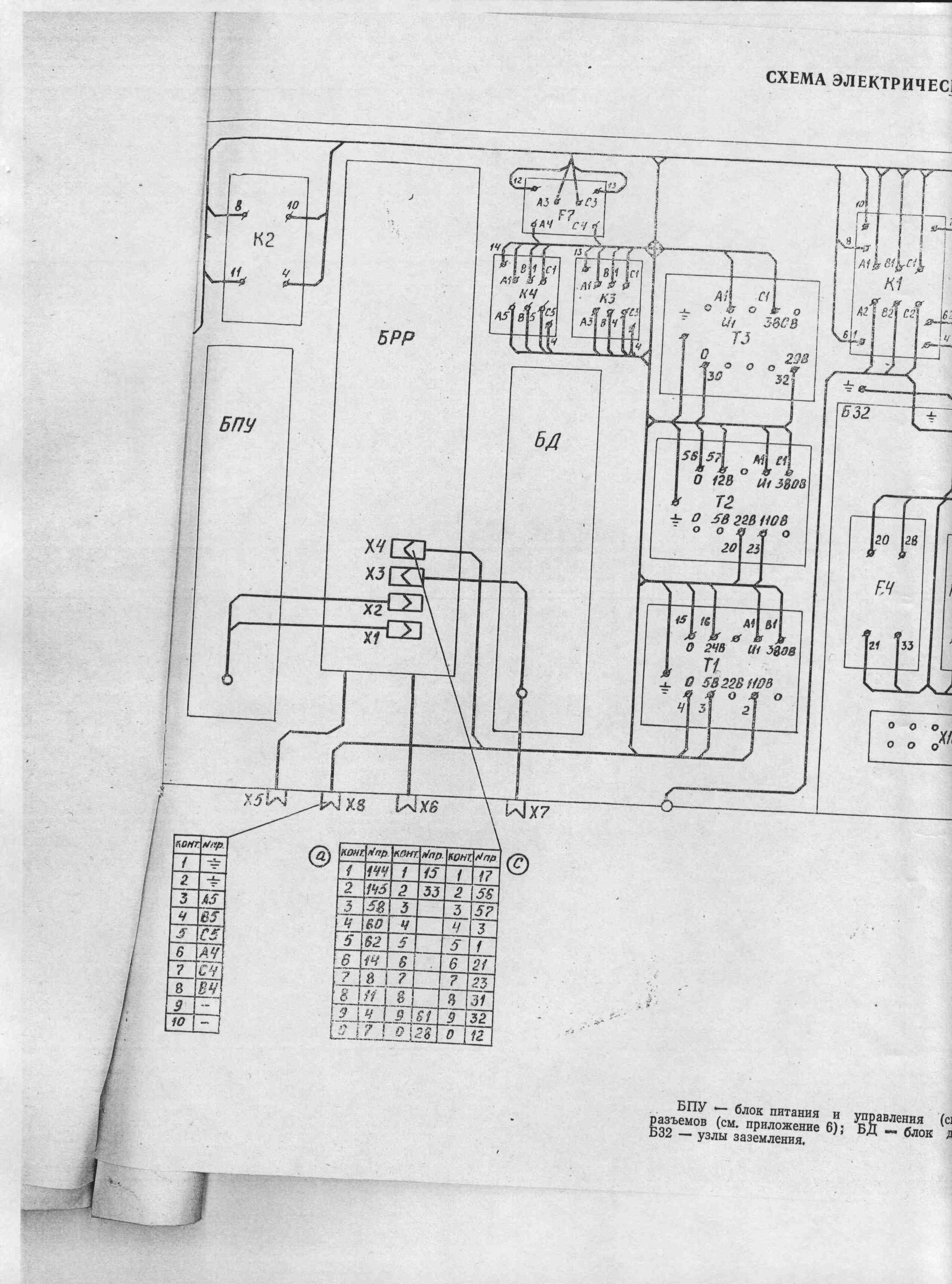
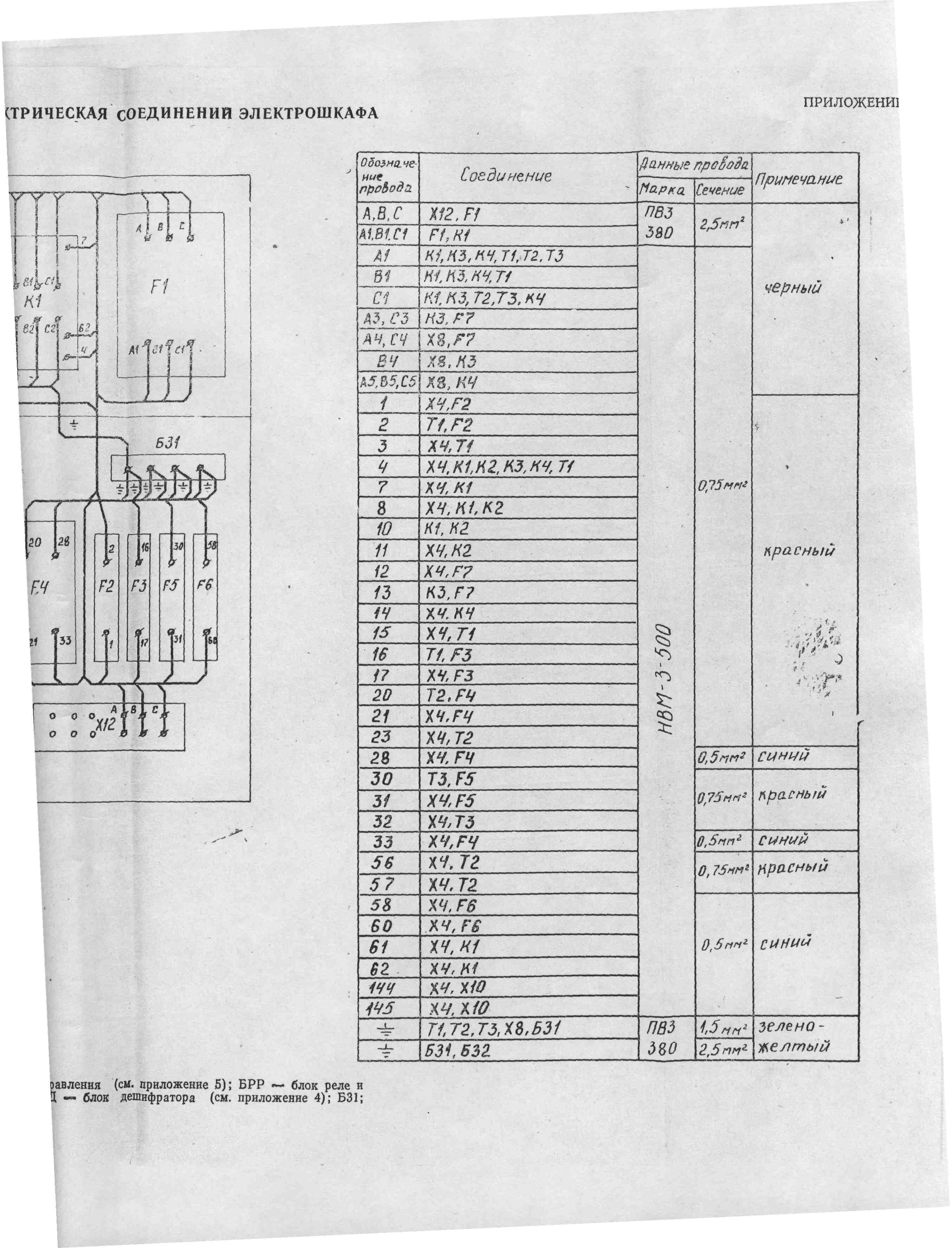
ФТ-11 Схема электрическая принципиальная токарного станка
Вы здесь » МЕХЗАВОД|Ремонт бытовой техники и электроники cвоими руками » Токарные станки » ФТ-11М